
The competitiveness level of markets imposes absolute process efficiency and high product quality. In this context Iron Spa, headquartered in Umbria, has been relying for a long time on Viganò plants, whose reliability and flexibility play a determinant role.

Iron Spa was born in 1986 from the meeting of 10 outstanding players in the Italian iron and steel distribution. Today, thanks to the contribution given by around seventy employees, to the notable experience gained in transformation and to the intrinsic operational dynamism, it ranks in the top positions in the sectors of the preliminary steel machining and in the market of semi-finished products. A result that means the capability of processing yearly, in the productive unit at S. Maria degli Angeli (PG), about 100,000 ton steel, resulting in an average turnover of 50 million Euros, made possible by the use of the best sector technologies. Among them stand out those proposed by Viganò, company with headquarters at Dolzago (LC), specialized in the design and manufacturing of lines for the material machining, also high strength ones, and on big thicknesses (as well as of complete process lines with the collaboration of its partners). «A collaboration relationship, – specifies Sergio Longo, president of the Board of Directors of Iron – the one established with Company Viganò, which has been lasting for over ten years and which has allowed us to solve the problems connected with the flattening of coils to obtain material with very strict tolerances on the dimensions required and with high plasticization, that’s to say making it usable in the successive machining operations without problems connected with residual stresses».
Quality and process efficiency
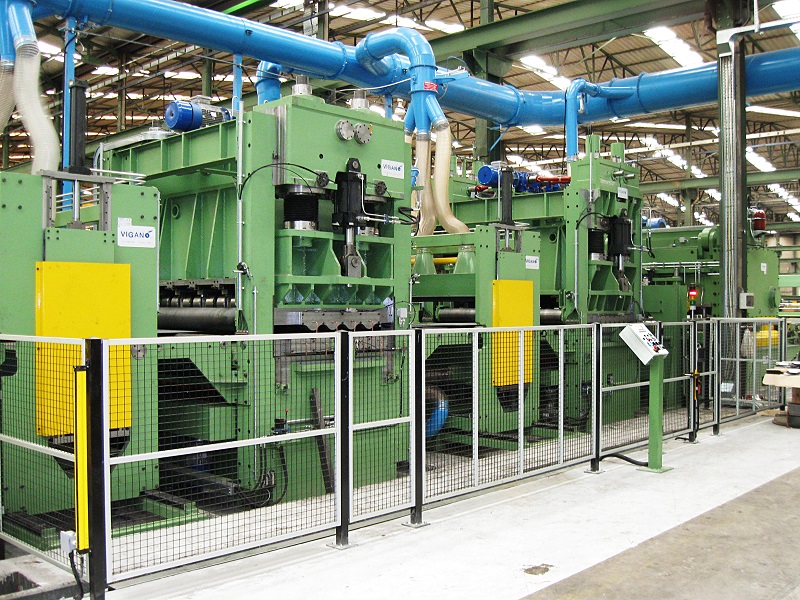
Core business of the company is in fact the flattening, activity carried out thanks to the presence of a good 4 plants supplied and equipped in time by Viganò. We are speaking in particular of coil flattening lines that allow machining steels from a minimum thickness of 0.3 mm to a maximum thickness of 20 mm, for widths that can reach 2,000 mm and maximum ultimate tensile strength of 1,100 N/mm². They are then completed by a stripping machine, thickness 0.3 – 3 mm, width from 200 to 1,500 mm, for a maximum length of 8,000 mm and ultimate tensile strength of 550 N/mm². «The plants – adds Longo – are equipped with flying and rotary shears for the stripping machine, in order to speed up the flattening times and to reduce drastically the cutting tolerances in length; the same lines are then provided with opposite rotating steel brushes, whose function is to eliminate possible powders or calamines». Besides, the cutting lines are equipped with automatic packaging machines and with loading cells for the package weighing. In this context, important prerogative and fundamental requisite required to flattening lines is not only the absolute reliability but also the machining quality. This in order to facilitate the successive machining phase to which the majority of the sheet metals are subjected (no matter whether they are shaping, shaping and drilling lines etc.). «If the coil reaches the end of the plant through a machining not workmanlike executed – underlines Longo himself – that’s to say perfectly cleaned without internal stresses, stress relieved and optimally stretched at the yield strength or beyond, they may arouse criticalities generating easily guessable consequences in case of plant failure. Even when we are dealing with structural high-strength steels». As in the case of S 700 MC quality, generally machined by Iron, where the high mechanical characteristics, coupled with the excellent weldability, must not show imperfections, in order to grant the extreme stress to which that steel is then normally subjected in the various applications. In this context an important role must be attributed to the surface quality of sheets deriving from brushing processes.

Target: just-in-time
Iron technicians, besides the quality of the plants supplied by Viganò, appreciate also the aspects consisting in after sale service and support. «Necessary more than ever – states Longo – in an increasingly demanding market, where the demands at stake become more and more urging and where technology and processes must be adapted with extreme rapidity. For us, just to satisfy more and more exacting qualities and increasingly rapid times, that’s to say just-in-time, it turns out fundamental to rely not only on performing and reliable machining plants and machinery but also on a partnership with our suppliers compliant with our rapid and efficient manner of operating». The characteristics that a company like Iron is expected to have to be protagonist in the current market are in fact the availability of raw materials, the flexibility in supplying technical-commercial solutions at the right prices and in short times. What is the most significant contribution that you think you have given to the sector? «The contribution that our company thinks it has given to the sector -reconfirms and ends Longo –consists in having put at customers’ disposal a wide range of services that, besides the coil flattening, counts shearing, plasma cutting, oxygen cutting and press brakes up to the plant for the manufacturing of big diameter tubes». The target pursued by Iron Spa is then to offer a widespread and efficient service to the national market (which represents about 80% of the production) and to the international one, thanks also to the availability of about 30,000 ton coil in stock, completed also by the strategic location and the sale network homogeneously distributed in all Italian regions and in the major European Countries.

From flattening to big diameter tube machining
In its production unit at S. Maria degli Angeli (PG) Iron carries out activities of flattening, pre-machining and manufacturing of big-size tubes. As far as flattening is concerned, the company can offer on the market a wide range of products derived from coil both in commercial formats and in length upon customers’ specific demand. The sheet metal specifications are defined by the reference Regulations for construction and forming steels but other qualities are also available, like Corten, thermomechanical, anti-wear etc. 4 flattening lines are available, purchased over the years from Viganò, at Dolzago (LC), able to machine thicknesses up to 20 mm in widths of 2,000 mm and for sheets with max. length of 12,000 mm, with ultimate tensile strength up to 1100 N/mm2; these plants are completed also by a stripping machine for thicknesses from 0.3 to 3 mm, with widths from 200 to 1,500 mm and max. lengths of 8,000 mm, with 550 N/mm2 ultimate tensile strength. To satisfy the requirements of the pre-machining sector, Iron itself makes also use of high-definition plasma cutting plants (for sheet metals up to 35 mm of thickness with worktables featuring 3,000 x 30,000 mm, with rotary head for the realization of chamfers); oxygen cutting (for sheet metals up to 280 mm of thickness, with 6,000 x 20,000 worktables, with rotary head for the implementation of chamfers); a laser cutting plant for sheet metals up to 20 mm of thickness and 3,000 x 24,000 worktable. These are then completed by an automated combined CNC drilling, milling and thermal cutting plant (for sheet metals up to 80 mm of thickness), shears (for sheet metals up to 12 mm of thickness and 6,250 mm with particular device that allows executing very narrow not deformed strips), press brakes up to 14,000 mm x 1,600 tons, a sandblasting and priming plant in continuous (with capacity of 3,000 mm in width and 300 mm in height), and some deburring and tumbling-sandblasting machines for small pieces. Finally, for big-diameter tubes, the company is equipped with a plant for the construction of steel elements from DN 600 to DN 2500 with thicknesses from 5.5 to 16 mm.



{kind=link}