In 1963, when the company STAM in Italy began its activity, the available technology of the time offered the possibility to produce only a profile of a given section, with a set of specific forming rolls. Only through manual set up, a rather cumbersome operation, it became possible to modify the geometry of the produced profile. In the automotive industry (cars and commercial vehicles) the use of roll forming was almost nil. The manufacture of truck beams , for example, which consists of U-profiles of various sections, with thickness varying from 4 to 12 mm, was done by enormous presses and pressing tools dedicated to the individual profiles. To switch from one model to another it was necessary to change the pressing tools which were obviously of large size. In 1989, when Volvo Trucks constructed the new plant in Tuve – Gothenburg, they decided to introduce a flexible (self-configuring) roll forming system for the production of U- beams, and STAM was the winner of the tender for the flexible (self- configuring) roll forming machine. At that time, STAM had already successfully manufactured some self-configuring roll forming systems for U and C profiles, in the field of building construction. The machine built for Volvo, which allowed to quickly change the section of the profile, by automatically adjusting the position of the forming rolls, marked a turning point in the self-configuring roll forming operation. Over the years, all major truck manufacturers have adopted the technology offered by STAM , with the obvious advantages of flexibility and the rapid change of production, as well as the reduction of the costs of the machinery needed for production.

The first variable section roll forming machine
In 2007, STAM , along with the Spanish company Valle Perfiladoras which belongs to the STAM Group , faced a new technological challenge arising as usual from the needs of the automotive sector. For many years, the roll forming sector had been questioning the possibility of roll forming a product of variable section, i.e roll forming a product that would change in length its geometrical cross section . For example, in the case of a U-shaped profile, the product would change its web along the profile. Conferences were held at European level on this issue, several manufacturers have ventured into prototypes, with the obvious difficulty of reaching a product with the quality parameters required by the final application. STAM SPA moved from theory to action, by manufacturing and putting into operation the first roll forming line for variable section beams, for U-profiles used in the mass production of light commercial vehicles. The line proved to be completely innovative, as each roll forming stand moves crosswise and rotates through numerical controls, as the strip moves forward in the line, in order to follow the curvilinear shape of the profile which is in production.

A well deserved anniversary
In 2013, STAM has reached a new technological frontier. Stam has designed and built the first machine in the world capable of roll forming variable section profiles, for beams up to 7 mm thick. The material used is HSLA steel with 350 to 500 MPa yield strength. The success achieved during the project development, followed by the positive testing of the line, was the best and most rewarding way to celebrate the 50 years of Stam activity. After seeing the success of the machine producing the U-profiles for light trucks, the automotive sector inquired more and more insistently about the possibility of producing U or other sections of higher thickness, up to 7 mm, for the field of heavy vehicles. The variable section beams make it possible to optimize the structure of the chassis by lowering the height of the web in one or both ends of the beam. Today most of these products are manufactured through large presses or welding centers, which bend or weld together pieces of appropriate forms, in order to construct the beam of the desired section. In addition to the enormous manpower and space needed for production, the pieces obtained from the pressing and welding operation show tensions and deformations which consequently must be corrected by straightening operations. The possibility of producing these special beams, up to 15 m in length, through the automatic and continuous roll forming method, therefore represents an enormous advantage in terms of flexibility and the personnel employed, and above all in terms of quality and cost of the final product.
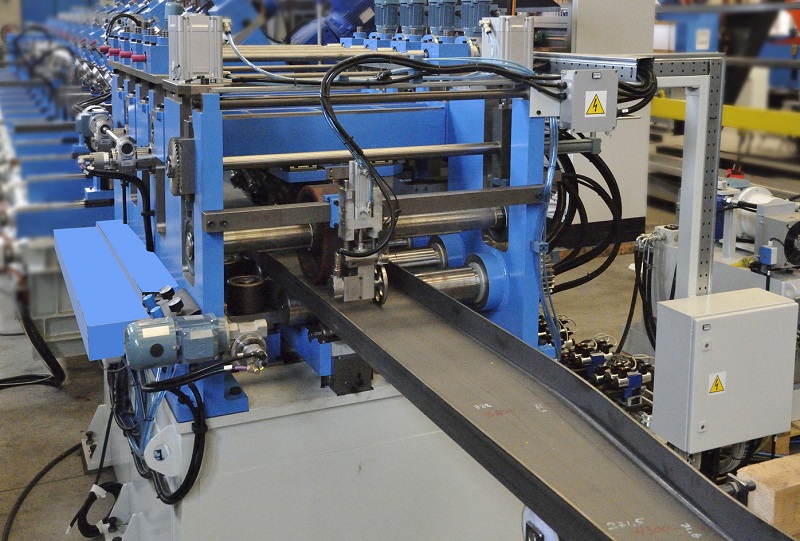
At the heart of the plant
The machine built by STAM consists of roll forming stands of large dimensions in order to withstand not only the effort resulting from the bending action of the strip , but also the tensions and the loads generated by the displacement of the roll forming stands during the roll forming operation, with the material processed between the forming rolls. At the same time, it is necessary to have a reactive system, able to move quickly in order to accommodate the shape of the incoming strip, and to attain an adequate roll forming speed. The greater the speed of roll forming is, the faster the transversal and rotary movements of the roll forming stands are, in order to follow the curved shape of the flanges being formed. The above described movements of the roll forming stands required a significant designing effort and the most advanced construction facilities, in order to combine both sturdiness and swiftness of movement. An additional key problem is the guidance system of the input material into the roll forming machine, and throughout the process of roll forming: in fact, the traditional guiding system must simply guide and maintain in position a strip of constant width from the beginning to the end of the process, while, in variable section roll forming, the strip width varies continuously and the guides must carefully follow the strip shape. It’s obvious that a machine of such mechanical complexity requires an electrical and electronic control system of the highest level. Just think that the machine has got more than 100 dynamic axes, which are constantly changing position during the roll forming operation. Add to these more than 40 fixed axes, which are positioned according to the profile to be produced, and which will be constantly maintained in position during the process. Each axis is driven by servomotors, having the control position in a closed loop, and it moves in a different manner than all the others, depending on its physical location along the machine. In addition to the selection of the latest electronic components of the highest performance level, control software was developed to be able to control the positioning of all the dynamic axes, following the progress of the strip inside the machine. All this was achieved with precision, reliability and absolute repeatability. It is, in fact, clear that a movement error of a single element, during the processing of a 7 mm thick beam, could cause serious damage. For this reason, a system of continuous monitoring of consumption of each motor was developed, which immediately blocks the process, as soon as any anomaly is detected. The developed machine is able to rollform pieces of different shapes and thicknesses, and it doesn’t rely on a fixed design. In fact, vehicle manufacturers have in their production various models and various types of chassis. They must be able to move quickly and safely from one product to another and this must be achieved through easy programming. For this specific purpose, a CAD / CAM system was developed, which, starting from a CAD drawing of the customer, in dwg or dxf , converts the drawing into a machine programming file. The software automatically calculates the positions of the various roll forming stands and the positions of the guides, and this occurs while the profile is being processed in the roll forming machine. During the testing phase of a new product, as with any other automatic self- configuring roll forming machines, some corrections might be required for the position of the forming rolls. Once the best set-up is found, this will be saved in the control system and will be easily recalled by inputting a product code number for that new product. The machine was built and tested in STAM with excellent results. The customer who was interested in this type of machine measured all the pieces produced, checked the repeatability of the process, and compared it to the current process. The tradition has been confirmed: at Stam, Ponzano Veneto, they work for the present and for the future.



{kind=link}