 Sometimes, we believe that foundries are more or less similar. Reality demonstrates precisely the opposite. Dozens are the technical “distinctions” that allow differentiating a casting plant from another. precisely in the ambit of these differences, either small or big at first sight, we should research those technological advantages able to transform a process into efficient and up-to-date.
Sometimes, we believe that foundries are more or less similar. Reality demonstrates precisely the opposite. Dozens are the technical “distinctions” that allow differentiating a casting plant from another. precisely in the ambit of these differences, either small or big at first sight, we should research those technological advantages able to transform a process into efficient and up-to-date.
In our opinion, just from this reflection springs for “foundry customers” the need of knowing more in-depth the various productive processes, in order to choose with awareness the most suitable one for strengthening the competitiveness of their products on the market.
NO BAKE
As well known, there are several modalities to obtain excellent castings, no matter whether made of cast iron, steel, or aluminium. Among the most diffused methods, it is possible to list processes of sand/resin, green, die-and lost-wax casting, as well as fully different processes like pressure die-casting. Each of them features application fields of certain interest but also some limits. In this specific article, we have decided to face the sand/resin casting process, also called “no bake”, highly widespread solution because it allows:
- Low equipment costs (compared to other foundry processes)
- Possibility of obtaining very complex geometries
- Small batches, too
- Excellent finish
On the other hand, this process sometimes involves a higher cost per casting compared to other technologies, more easily automated or with fewer auxiliary materials to be managed. Therefore, it is especially suitable for limited samples and pre-series.
GENERAL INFORMATION
The “sand” casting represents a standard foundry machining. It is called in this way due to the fact that the melted metal is cast into a mould composed by a special sand, called moulding sand, which at the process end will be broken to permit the piece extraction. The first phase consists in the creation of a pattern made of various materials, around which the mould will be implemented. They generally provide for a symmetry plan for the correct opening of the latter without damaging the pattern. Once accomplished the mould, with all necessary cores and cavities for the demanded geometry, they proceed to the phase of the liquid (metal) entry by gravitational force. After the solidification, it is necessary to clean the piece from the deposits and the residues of the casting. The moulds used for the casting are defined disposable; after the use, they are destroyed and must be treated in some ways. They are generally constituted by refractory materials or compacted sands. The used sands lose their qualities owing to the high-temperature effect; therefore, it is possible to use them partially and only after an opportune treatment. Interesting experiences concern the opportunity of using moulding sands, when exhausted, as base materials for further applications (for instance, production of bitumen), thus avoiding their disposal in dump.
MOULDING
We are going to see the “no bake” at the Rimini foundry of SCM Group, where they implement medium-small size sand iron castings. The resin division of the company is subdivided into three zones: in the first, the moulding through no-bake process and the painting take place, in the second the core assembling and the fastening of flasks, in the third the shakeout.
The cycle sand is pre-mixed in line with a fixed percentage of virgin sand and enters the mixer, where the mixing between catalyst (acid), alloying element (resin) and sand occurs.
In this way, each sand grain is wet by the alloying element; before it hardens, under the effect of the relative catalyst, the mixture is cast into the moulding boxes to implement the moulds: the mixture pressure is performed manually.
RISERS
Before the flask filling, they position eventual Kalmins, commonly indicated with the term “risers”, the gate stick (which is successively removed when the mixture of sand and resin is hardened and then painted with an insulating paint, characterized by a notable hiding power, relevant adherence and homogeneity of the coating, thus avoiding the formation of drops), eventually some wood pieces as sand reinforcement and chillers, if necessary (chillers are used to avoid the occurrence of defects in critical areas of the casting). Kalmins keep the cast iron hot and assure a correct casting feeding in the most critical areas: presently, two types are used, one made of aluminium silicate and one composed by a mixture of resin and sand (exothermic Kalmins), characterized by a higher seal.
SHAKEOUT
The time that elapses between the end of the moulding and the shakeout is the hardening time that varies according to the type of alloying element and the catalyst (generally, from 40 to 60 minutes). After controlling the perfect mould hardening to avoid successive deformations, the mould is separated from the pattern and afterwards painted with a refractory paint. An excessive hardening time of the mould or, its excessive exposure to infrared radiations as well, caused by an excessive cooling time of the metal, can result in a detachment of the moulding sand, with the production of a piece differing from the wished one.
The painting is necessary because the mould surface is excessively porous and subjected to serious problems of metal penetration, with unacceptable consequences for the component surface quality. The mould drying takes place in furnace.
CORE ASSEMBLING
The core assembling can be executed in chain or on the ground, according to the complexity of the core assembling itself. During the core assembling, they arrange cores, supports, filters (ceramic or sponge-type), Germaloy (inoculants in Fe-Si alloy), ogives (to grant a better centring of the two flasks, beads (to avoid the cast iron leakage) and they make some holes to grant the outlet of gases. Once completed the core assembling, the upper semi-flask is rotated and superimposed on the lower one. Finally, the two semi-flasks are fastened, both with bolts and with apposite fasteners.
 FASTENING
FASTENING
After being opportunely fastened, flasks are positioned on the tracks in the casting zone: the f
astening is fundamental to avoid metal leakages while casting, especially in the gate. It is necessary to stack the flasks in conformity with some rules, mainly concerning the operator’s safety and requirements, especially in case of big-size flasks (exceeding 1300*1020 mm). For special castings, in fact, they must be positioned on the plan and not on tracks, it is necessary to apply the center line sealing with refractory plastic and to implement, around the flask, a containment with the sand. All that is transported to the casting point where it meets the molten iron coming from the cupola furnace.
SHAKEOUT
The cast moulding box, after the metal has cooled at temperatures under 300 °C, is moved to the shakeout, where the piece is separated from the mould. The part continues its course towards the finishing department, while the latter is broken and crashed by very intense vibrations, so that the grains of the alloyed sand are completely separated. The mechanical recovery of the sand ends through the separation of powders and the simultaneous cooling until reaching the optimal moulding temperature that ranges from 20 to 28 °C.
shakeout, where the piece is separated from the mould. The part continues its course towards the finishing department, while the latter is broken and crashed by very intense vibrations, so that the grains of the alloyed sand are completely separated. The mechanical recovery of the sand ends through the separation of powders and the simultaneous cooling until reaching the optimal moulding temperature that ranges from 20 to 28 °C.
 SAND
SAND
Siliceous sand is used for moulding. An example of the chemical composition of this kind of sand, in the specific case called PMG sand, is reported in table 2. The sand is mixed with resin and acid. The nominal flow of sand is 530 kg/min, the resin one of 3.5 kg/min (therefore the resin is about the 0.66% in weight compared to the sand), while the acid one is included between 40 and 70% of resin’s.
RESIN
The resin used is a semi-fluid furan-phenolic resin (polymer composed by furfuryl alcohol, phenol, urea, formaldehyde and additives), cold-hardening, with medium nitrogen content with high mechanical resistances and reactivity. An example of its mechanical properties is reported in table 2 .
Example of chemical properties for resin
|
Resin |
|
| Density at 20°C | 1.12 – 1.2 kg/l |
| Nitrogen content | <3% |
| Viscosity Din 4 at 20°C | 12” – 20” |
MIXTURE
The supplier, for a mixture of 55 Din siliceous sand 100 kg mixed with 0.5 kg of hardener (acid) and 1 kg of resin, provides the mechanical characteristics reported in table 3. With bench life we mean the necessary time for the formation of a layer of sufficiently hard material on the sand, even if the assessment of such parameter is very subjective. The bench life values detected in the department range from about 141 to 400 seconds: they have verified that a bench life under 120 seconds implies shakeout problems and cracks.
Example of chemical properties for resin
| Bench life | 10 minutes |
| Bending after 2 hours | 0.2 MPa |
| Bending after 24 hours | 3.8 MPa |
| Compression after 30 minutes | 0.35 MPa |
ACIDS
The acid used is a sulfonate organic acid (methanesulphonic and similar), in water solution, chloride-free. There are four different types of acid (medium, weak and very weak): the choice of an acid is essentially conditioned by the sand temperature (in summer a weak acid is preferable, in winter a stronger one), but also by the type of sand, of resin and by the required hardening speed. The fundamental properties of these acids are reported in table 4.
Inserire qui tabella 4
The indicative values for the use of the various acid types in the mixer are the following:
From 10 to 20°C, Strong acid;
From 20 to 30°C, Medium acid;
From 30 to 40°C, Weak acid;
From 40 to 50°C, very Weak acid.
Dosages depend on the reactivity of the sand and of the resin used, it is not possible to provide reference values, which can be obtained according to the specific bench life and shakeout requirements.
MIXING
At present, a PLC is used to regulate the mixer: four different programmes are set in the PLC, even if only two are used, one for standard castings and the other for big-size ones. With the PLC you adjust only the resin quantity, since the system is too slow in correcting the acid flow rates according to the temperature, then needing a manual setting.
Once determined the range of operation temperatures, and then chosen the acid type, the dosage depends on the real temperature: if, for instance, the sand temperature is 25°C, you will choose a medium acid. The flow rate, as said, varies from 40 to 70% of the resin flow: it will be equal to 40% if the temperature is equal to the upper limit of the range (in this case, corresponding to 30°C), while it will be 70% if the temperature is equal to the lower limit (in this case, 20°C). In the example, for a temperature of 25°C, we choose an intermediate flow rate, corresponding to 55% of the resin flow rate.
TESTS IN LAB
Various tests are regularly executed on sand, at different intervals:
Granulometry (daily);
Compressive strength (daily);
Cutting resistance (daily);
Bending strength (one-off);
Basic demand test method
Melting loss (once a week).
These tests are executed in-house in the foundry or, for particular tests, relying on specialized labs. An example of the information provided by tests is reported in table 5, while a granulometric spectrum is visible in the following figure .
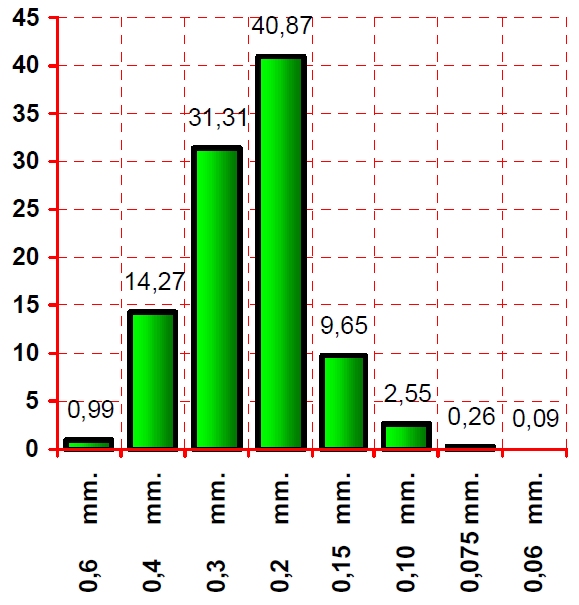
GRANULOMETRY
The granulometric distribution is determined through a series of sieves standardized according to the DIN 1171 regulation. The fineness module is a value that represents the average size of sand grains: the calculation is executed by multiplying some coefficients, which differ according to the series used, by the percentage of the sand sample retained by each sieve.
The granulometry control is carried out to assess the presence of fine dusts and the size of sand particles. They observed that a granulometry included between 43 and 47 is optimal: inferior values imply not sufficiently high mechanical specifications, while higher values call for a bigger quantity of paint to assure the optimal mould hiding, due to the bigger surface to be wet.
OTHER PARAMETERS
The cutting resistance values, measured after 2 hours on the sand and resin mixture, provide values ranging from 1000 to 2500 g/cm2 (equal to 0.01 and 0.25 MPa). The compressive strength after 30 minutes, instead, provides values exceeding 2000g/cm2 (0.2 MPa), even if several times the test provides a full-scale value (therefore above 0.3 MPa).
The melting loss or calcination expresses the solid fraction contained in the sand that is eliminated after the heating at 900°C for a maintenance of about 3 hours: it is an index of all those organic substances, such as alloying elements, catalysts, and various additives that completely burn at those temperatures and constitute the progressive dirtying of the cycle sand.
The basic demand test is another parameter that indicates the residual acidity in sand and therefore its reactivity during the hardening process of the alloying element: an excess of acid implies the occurrence of cracks and shorter bench life.
PAINTS
The paint used to paint the mould is water-based: it is a mixture of silvery graphite, of refractory powders, alloying elements, special activated bentonites and precisely water.
They execute some measurements on the paint, in particular:
Density (twice a day);
pH (once a week);
Viscosity (one-off).
The optimal density is included between 1.28 and 1.33 kg/l: an excessive density causes the formation of drops on the mould (and then reliefs on the casting), whereas a too low density can cause sintering, since the paint cannot dry. The pH is controlled once a week, to assess the presence of acid deposit: an excessive quantity causes the deterioration of the paint additives. If the pH was too low, new paint is added together with water in opportune doses.
During the core assembling, they use another paint type: it is a refractory coating in water carrier, zirconium-based, characterized by high hiding power. It is used in highly stressed zones to avoid sintering. It is characterized by a density of about 2.42-2.55 kg/l at environmental temperature. They use a second paint as well, alcohol-based, which is rapidly dried with the flame.



{kind=link}