 High customization, possibility of implementing complex geometries and saving in production rejects are the reasons for the success of the additive manufacturing. What is the state-of-the-art in the ambit of metals?
High customization, possibility of implementing complex geometries and saving in production rejects are the reasons for the success of the additive manufacturing. What is the state-of-the-art in the ambit of metals?
Carlo Alberto Biffi, Ausonio Tuissi, National Research Council, Institute for Energetics and Interphases, Lecco Unit
Today we can identify different Additive Manufacturing technologies; among the most renowned and interesting that work on metal material, we refer to the melting/sintering through laser beam (Selective Laser Beam Melting – SLBM or Selective Laser Sintering – SLBS), to the metal deposition by means of laser beam (Laser Beam Metal Deposition – LBMD) and to the selective melting through electron beam (Selective Electron Beam Melting – SEBM).
Evoution of AM technologlies
Together with plastic materials’, the technological development has allowed machining also on metal, mainly used in the form of powder. The laser technology has been used as heat source with high power density to trigger the sintering process of metal powders; in this case we speak in fact of SLBS. The realization of metal components through their sintering shows however some problems, like for instance minor mechanical properties compared to the components manufactured through standard melting processes, owing to a partial coalescence among the single particles.
A further step forward was, then, to go beyond the pure powder sintering and to grant its direct melting. This has allowed opening definitively the SLBM technology to a real production of components for industry, from the aerospace to the medical one, passing from racing to jewellery. Actually, the passage from the sintering to the selective powder melting has required various wide-ranging developments on the system: a rise of the laser source power, a higher control of the work atmosphere and the synchronization between the laser beam path and the zone to be melted on the component are only some of them.
Together with the SLBM technology, over the last few years they have developed an additive technology that uses an electron beam instead of a laser beam; the technology at issue is SEBM. It might seem an antagonist of the SLBM technology, even if both show some specific peculiarities. Without considering the different nature of the laser radiation compared to the electron beam, the main difference concerns the work environment: while the SLBM technology operates under inert gas atmosphere, the electron beam must work in vacuum. This aspect leads to different levels of contaminating elements inside the produced material.
In the successive part of this article we will focus our attention on the two main AM technologies, that is to say the SLBM and SEBM process.
Selective laser beam melting
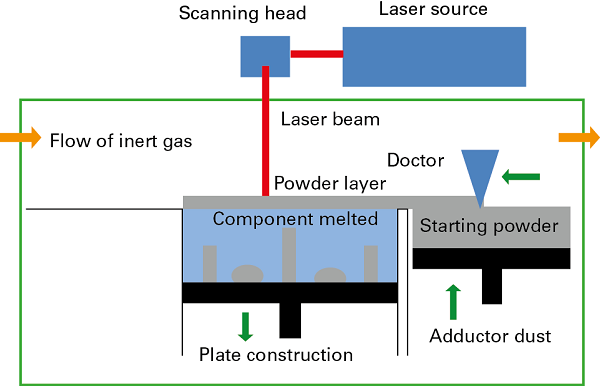
The operation principle of the SLBM system is schematized in figure 1 that shows how the process inside the work chamber occurs. The laser beam, once generated by the laser source, is put in motion by a scanning head, which allows motion speeds in the order of some meters per second. Currently, the main SLBM systems available on the market are equipped with active fibre laser sources, which emit the laser radiation in the close infrared (about 1 m) in continuous way in time (Continuous Wave- CW); generally, the installed powers range from 200 W to 400 W, while only for particular configurations the laser beam can reach 1 kW of power. The focusing of the laser beam on the powder bed leads to sizes that range from 50 m to 200 m approximately, depending on the process conditions.
Electron beam melting
The SEBM process can be described quite similarly to what done for the SLBM process, as far as the operation principle of the system is concerned, as illustrated in Figure 5. In this case the electron beam is used to generate a melted draft on the powder layer; from the physical point of view, the heat transfer that occurs between the electron beam and the metal powder is quite different but in a first approximation the final result can be considered quite similar.
Potentialities and criticalities of slbm and sebm technologies
The main advantages of these two examples of AM processes on metal powder derive from the possibility of implementing complex shapes flexibly, without wasting material, since the powder not melted can be reused for several times. Once defined the operating conditions, in fact, it is possible to make some changes in the CAD design of the component and to launch the production almost immediately. This allows customizing the components to be implemented easily and quickly.
Another aspect, which is often scarcely considered and instead holds great importance, is connected with the fact that SLBM and SEBM processes do not concern exclusively the manufacturing of a component but also the material setting through a melting process, as it happens for instance for melting processes. This notably influences the final microstructure of the material and consequently its mechanical properties. From the metallurgic point of view, the microstructure of the materials produced through SLBM or SEBM is generally finer than the one achieved through a standard casting process; the explanation of this beneficial effect is linked with the small size of the melted pool, which leads to a fast solidification of the material without allowing the growth of the crystalline grain. Consequently, the mechanical properties can be improved compared to the ones of a component produced in foundry.
Finally, a further possibility connected with the additive production by means of laser and electron beam concerns the implementation of structures with variable porosity, to favour the weight reduction or to produce components for the biomedical industry.
Currently, one of the main limits of these technologies probably concerns the limited accessibility to a wide range of metal materials in powder form. Actually, both the chemical powder composition and the dimensional distribution and relative shape are aspects of fundamental importance to grant a stable high-quality result. On the market, the available materials in powder form with suitable granulometry for AM processes are quite few; there are generally two types of steel, titanium alloy, nickel, aluminium and cobalt-chrome alloy.
Another limit of these technologies concerns the output; actually, SLBM and SEBM processes are characterized by quite low implementation speeds, roughly included in the interval between 1 and 20 cm3/h. This implies that this production typology is not connected with large production volumes, yet, but with small-medium size batches, characterized anyway by high technological content.
Finally, we can state that both SLBM and SEBM do not seem to be competitors but on the contrary they must be considered complementary technologies in the field of the additive manufacturing of metal components.



{kind=link}