Advanced welding technology has afforded opportunities to fabricate components used in motor sport where safety critical joints need to be produced on a repeatable basis.

With the progressive development of racing cars has come a need to embrace fusion welding as an essential part of the manufacturing process. Whilst dramatic improvements in engine design have made a significant contribution to track performance, reduction in weight and aerodynamic refinements have also been important. Safety conventions need to be continuously revised to protect drivers in the event of accidents. Welding has played an increasingly important role during production of body parts. Reduction in weight has been achieved by using slender suspension and steering components and replacing steel with lower density titanium. Fabrication of titanium alloys however requires skills orders of magnitude greater than steel: they are difficult to form and challenging to weld. During the mid-1960s the use of titanium was seen as a crucial element in advancing racing car development and led directly to major improvements in performance of sports cars in North America. The Canadian-American Challenge Cup (Can-Am) was a sports car racing series introduced from 1966. It was governed by rules under the FIA group 7 category with unrestricted engine capacity and few other technical restrictions. The cars were as close as any major international racing series ever got to have an “anything goes” policy. As long as the car had two seats, bodywork enclosing the wheels, and met basic safety standards, it was acceptable. Maximum engine displacement was unlimited, but the minimum displacement was 2.5 litres. The early years were dominated by European cars, primarily Lola, McLaren and Porsche with drivers including Bruce McLaren, Mario Andretti and John Surtees. By 1969 a revolutionary car designed by Peter Bryant from the UK and built in the USA made a significant impact on the sport. Bryant recognised that weight and lack of ground effect was holding back advances and a car emerged that used lightweight titanium body parts for the first time. Titanium components are stronger than the steel equivalent and are barely half the weight. Called the Ti22 (chemical symbol and atomic number of titanium) the car set new standards in performance. Bryant built two cars, the MkI in 1969 and the MkII in 1970. They achieved several podium finishes and over their lifetime scored more points in Can-Am racing than any other American built car.
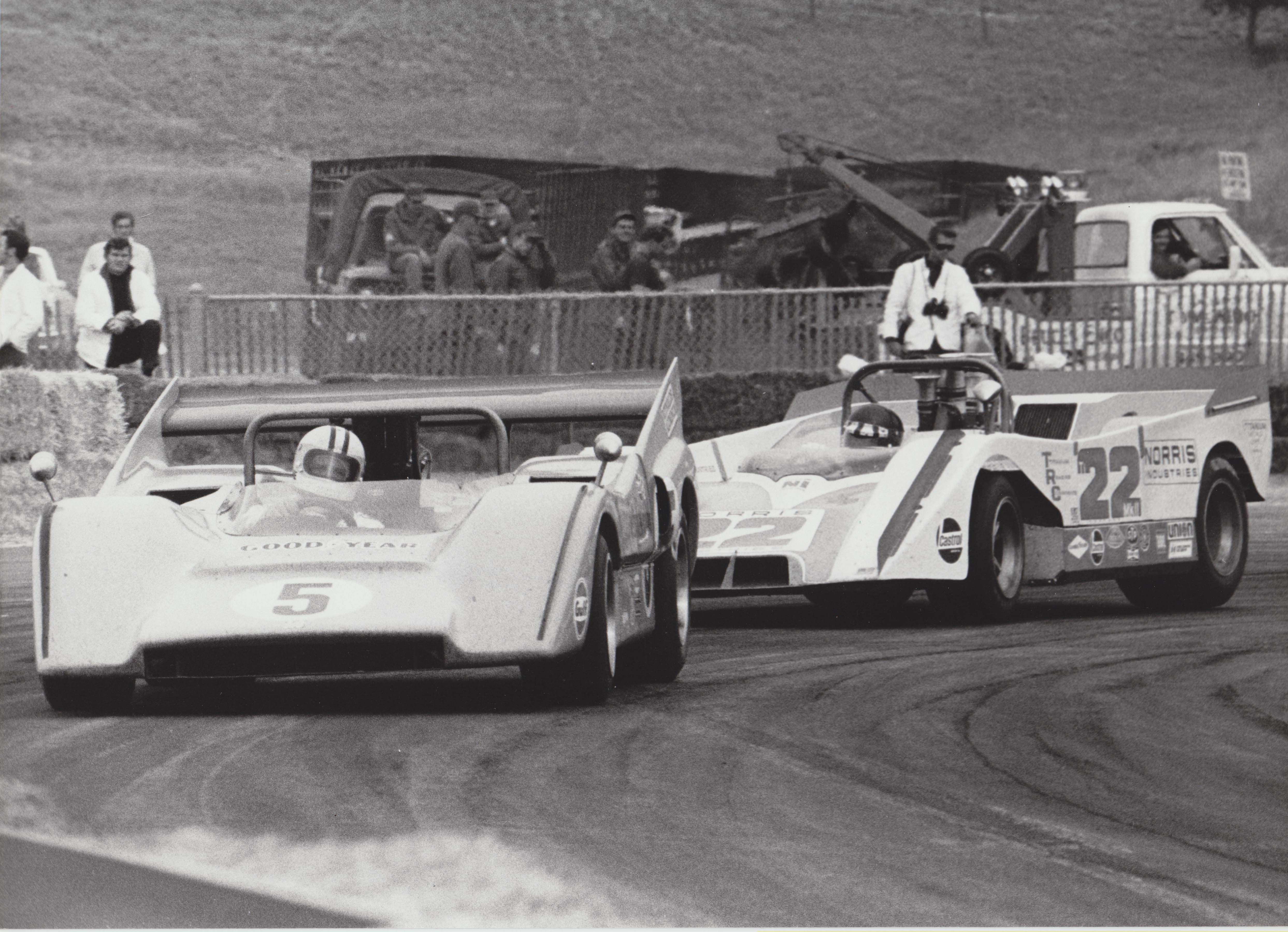
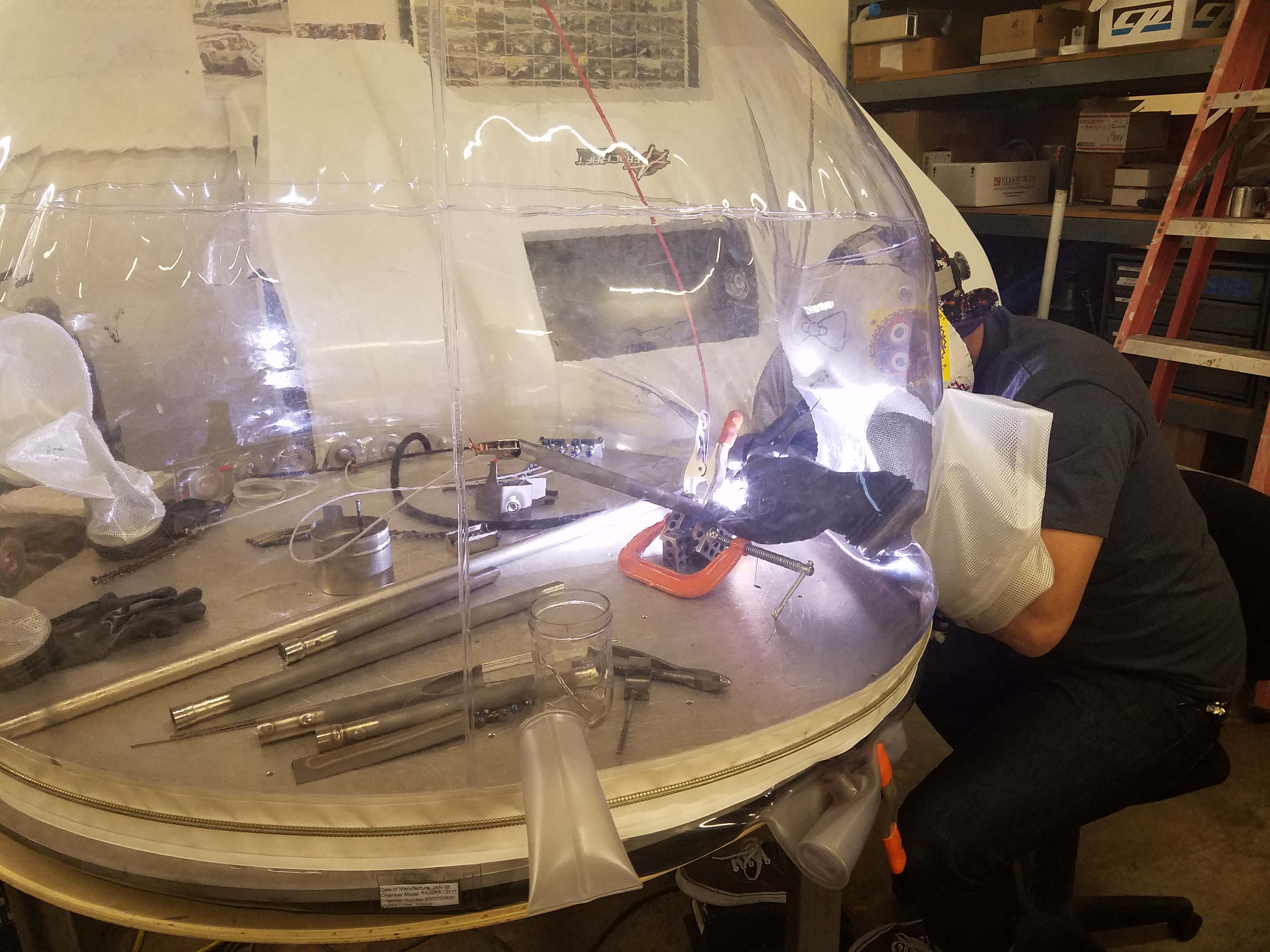
The success of the Ti22 cars was sort lived because of funding constraints. Both cars were destroyed in the Can-Am era. In 2015 Bob Lee in the USA acquired original Ti22 MKII drawings and rights to the MkII history. He assembled a team of fabricators led by Ilia Burkoff and began work to build a new car employing his Burkoff’s expertise in fabrication of titanium. It became apparent early in the construction that a major hurdle to be overcome was welding. The fundamental problem in welding titanium alloys is the elimination of atmospheric contamination1 from the weld zone. Contamination of the weld metal and the adjacent heat affected zones will increase tensile strength and hardness but only at the expense of ductility loss. This can lead to cracking even in conditions of only moderate restraint. The most likely contaminants are oxygen and nitrogen, picked up due to air entrained in the gas shield or from impure shield gas, and hydrogen from moisture or surface contamination. The molten weld pool can be protected by the normal gas shroud but the cooling weld and its HAZ will need additional protection. The underside of the weld also needs similar protection through the provision of an efficient gas purge. Atmospheric contamination however is best avoided by the use of a welding chamber or glove box that can be filled with inert argon. Metal glove boxes are available but these can be very expensive. Lee solved the problem by using a flexible welding enclosure together with an oxygen monitor. This combination allowed him to weld all the sensitive titanium components in his car, the Ti22 MkII. They included roll bars and braces, front and rear sub-frames, suspension parts, brake throttle and clutch pedals, engine firewall and mirror mounts. Currently available advanced flexible enclosures exploit the opportunities offered by advanced engineering polymers. These innovative products offer many attractions over metal glove box alternatives; significant reduction in cost, very small floor footprint and availability of a range of sizes. The products supplied for use on the Ti22 car were developed by Huntingdon Fusion Techniques Ltd in the UK and have rapidly becoming the globally preferred welding enclosures 2.
Technical Specification
The vertical sides are made from translucent material and the top is constructed using optically clear sheet. Ultra violet stabilized engineering polymers are used throughout during manufacture. Material thickness is nominally 0.5 mm (480 microns). A principle access zip is fitted and this has a total length typically 60% greater than the enclosure diameter i.e. a 900 mm enclosure will have a 1400 mm long main zip. Additional entry points provide for operators gloves. A service panel incorporates access ports for welding torches and for electrical leads and cooling water supplies. A purge gas entry port and an exhaust valve to vent displaced gas to atmosphere are incorporated into each enclosure.
Cost and Weld Success
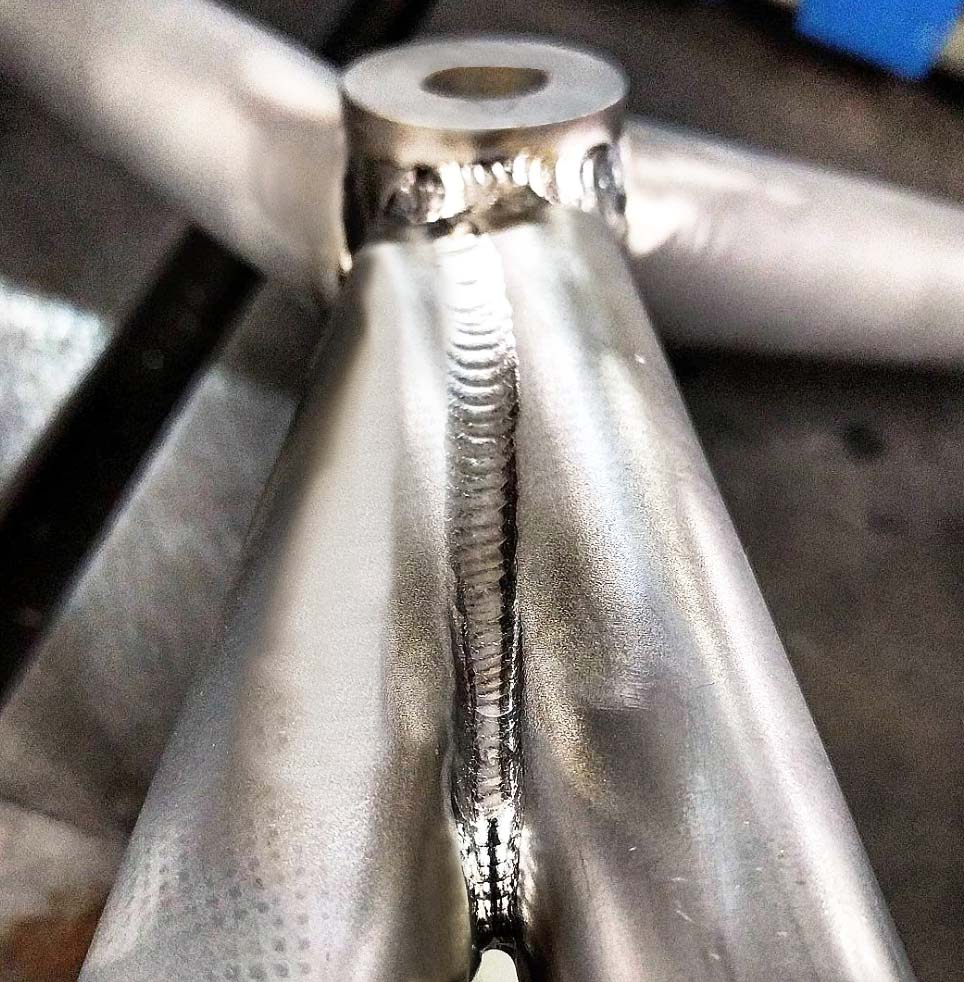
Size for size the cost of a flexible enclosure is less than 10% that of a metal glove box. The welds are free of discolouration and the mechanical properties are unaffected.
Flexibility
Size and shape can be made to meet customer requirements. Weight is very low and the enclosures occupy little space – the collapsed volume of a 1.25 metre diameter system is less than 0.2 cubic metres and weighs only 8 kg. They can thus be moved easily and stored efficiently so floor footprint is minimised.
Large viewing area
The entire upper section is manufactured from optically transparent ultra-violet stabilized engineering polymer. This offers the opportunity for use by several operators at the same time – ideal for training purposes.
Multiple access points
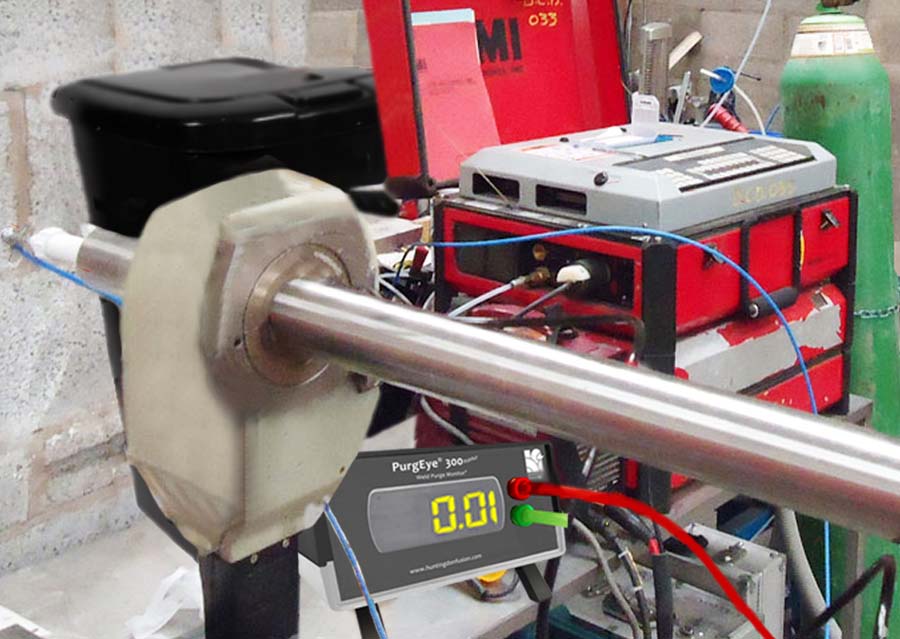
Systems can be manufactured with numerous access locations for personnel gloves and gas/electrical entries. Large leak-tight zips afford easy access for components. Measurement and control of oxygen content in the purge gas was assured though the use of a PurgEye Nano weld purge monitor. These instruments extract purge gas from the vicinity of the weld and employ a zirconium based sensor to measure oxygen levels. For high quality and repeatable welding of titanium alloys there is a requirement for the purge gas to contain less than 0.005% oxygen or 50 parts per million (ppm) 3. The currently available weld purge monitors are the result of several years’ research and development. They satisfy the workshop and site requirements for sensitivity and accuracy whilst at the same time offering reliability and ruggedness. Some offer programmable facilities coupled with data recording for quality control purposes.
Conclusions
The completed Ti22 MkII car has already featured prominently in a Long Beach Grand Prix race. All the titanium welds performed successfully including the critical suspension components. It finished 4th in the race. Advanced welding technology has afforded opportunities to fabricate components used in motor sport where safety critical joints need to be produced on a repeatable basis. Recording and data processing of weld and purge gas measurements can be easily undertaken and used for quality control purposes. The early success of this lightweight, high performance car will give encouragement to other manufacturers throughout motor sport and perhaps road vehicles where the need to reduce weight but still retain high strength is desirable.
References
[1] Welding of titanium and its alloys. G.Mathers The Welding Institute
[2] Huntingdon Fusion Techniques Ltd, www.huntingdonfusion.com
[3] Purging While Welding. T. Ammann. BOC/Linde



{kind=link}