Even if chip forming machining operations are among the most ancient, they still are the core of the mechanical technology, innovating themselves while keeping pace with the technological and scientific evolution.
With chip-forming machining we mean all those manual or automated processes by which the material is subjected to shape changes performed by a tool that subtracts material in excess: for this reason, stock removal processes are defined subtractive technology.
Chip removal processes, besides attaining determinate shape characteristics, allow achieving surface finishing degrees and dimensional accuracy compliant with the specifications, especially when the shape is complex and not efficiently implementable with other technologies.
Several are the variables that influence these processes, mainly the tool (shape and material), technological parameters (cutting speed, feed speed and pass depth), the coolant management (quality, cleanliness degree and pressure), the machine tool and the material to be machined.
Chip removal operations can be subdivided into two macro-families, those for the implementation of pieces with axial-symmetrical shapes, i.e. with rotational symmetry, and those to produce any shape, even very complex. Irrespective of the process, the machining phases provide for roughing operations, with the removal of big material volumes, and finishing processes to reach the project specifications. The additional semi-finishing and super-finishing operations can become necessary in particular cases.

Always in evolution …
The chip removal world never stops and it is always at the service of the mechanical technology, in order to offer solutions granting a competitive advantage.
The first evolution is represented by machining centres, that is to say highly versatile machine tools, able to carry out various machining types without turning to a diversified machine fleet. The choice between a machining centre and a dedicated machine tool depends on the type of production (complexity, quantity of pieces, accuracy etc.)
The HSM, high speed machining, more and more demanded, allows increasing the productivity significantly, while reducing manufacturing costs. The suitable machine tools for this type of technology must have stiff and accurate spindle, fast feed systems, often dedicated tools, clean machining area with very fast chip disposal.
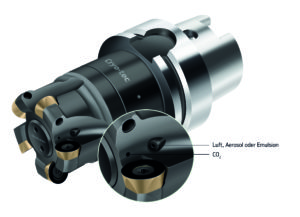
Cryogenic machining still represents a novelty and these processes are still in study phase, under several respects. They spring from the need of reducing the environmental impact connected with coolants. Liquid nitrogen or CO2, can be used as coolant, depending on the choice made by the manufacturers of tools and of machine tools.
If initially standard machining were simply completed by non-conventional ones, such as ultrasound and laser processes, today they can be integrated into the same machine, defined hybrid. Moreover: likewise, the additive technology, sometimes considered antagonist of the standard subtractive, has succeeded in profitably coexisting with the conventional tool machining, in highly innovative hybrid machines.
What machining
Turning – The piece is rotated while machining. It can be external or by facing. It generally has low productivity, increasable with automated machines. It does not need specialized workers.
Boring – To implement internal surfaces or profiles, such as the enlargement of holes or the creation of grooves. Fundamental the tool rigidity to avoid the generation of vibrations.
Drilling – Machining for the implementation of circular holes with various sizes and depths. It can be followed by tapping (to thread the hole interior) or by boring (for small corrections on the diameter or on the hole axiality). The process is highly productive and it can require specialized manpower, depending on the accuracy and the position of holes.
Cutting off – Generally, it is a small part of a productive process, used to separate a part of material, for instance to obtain crop ends to be successively machined.
Threading – Internal or external, it executes threads on surfaces of revolution
Knurling – It modifies the surface morphology of a surface of revolution, generally cylindrical, through a pre-determinate succession of small engravings.
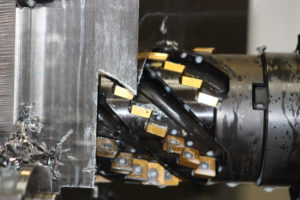
Milling – It implements shapes of various types by means of tools with multiple cutting edge that, rotating, remove material. It is an extremely versatile machining, with medium-low productivity, which generally requires specialized manpower.
Broaching – It executes profiles, cuts, slots, toothed sections on flat internal or external surfaces, with good surface finishing. The productivity is high but it requires quite expensive tools.
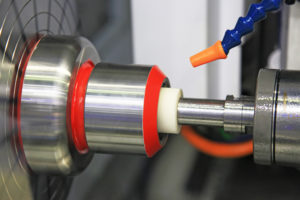
Grinding – Productive process aimed at eliminating eventual deformations, with high machining precision and a notable degree of surface finishing. It is an expensive machining needing skilfulness.
Shaping – It is executed on flat surfaces or rectilinear shaped profiles of relatively small parts and it is suitable for small productive batches.
Planing – Similar to shaping, from which it differs for being suitable for large surfaces.
The 5 strategic questions
What are the questions that the buyer should ponder when he must select the subcontractor to which entrusting its job order? Too often, the first item concerns costs but, optimizing other items, a higher cost is often justified by other economic returns that help in managing the process economy: and then?
Here is a sort of guideline that can help the buyer in the choice of the subcontractor:
Organization and flexibility – an effervescent market, with very short reaction times, calls for great adaptability: mentality, machines and equipment, failure management …. The subcontractor’s structure is vital!
Quality and control before the delivery – Defects and non-conformities have a very heavy impact on the chain, with costs that can rise in exponential manner
Timely and complete deliveries- Today the work is upon job order: partial o delayed deliveries stop the assembly and the delivery of the finished product
Feedback on the process, with capability of optimizing designs and models – The target is the cost optimization and the reduction of possible errors.



{kind=link}