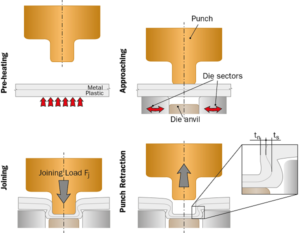
Clinching is an innovative process for the cold-welding of sheet metals in absence of assembling components. The manual clinching of sheet metals is based on the plastic deformation of metal sheets that we want to join mutually. That operation is accomplished through the interaction between a punch and a die without the addition of coating material. The punch and the die of each clinching tool punctually press the sheet metals through a pre-determinate force allowing the punch penetration into the latter, thus forming the junction point, whose shape is influenced by the tool geometry. Some researchers have carried out a study in order to assess the feasibility of the clinching process for the production of hybrid plastic-metal joints. To that end, a prototyping system has been developed by pre-heating the sheets before the junction.
An experimental campaign was executed on an AA5053 aluminium and polystyrene alloy. Experimental tests were performed by varying the main process parameters, i.e. pre-heating conditions (heating time and the heating air temperature) and the pressure. The joints produced under various operational conditions were observed through the use of optical microscope and stereoscopy. Moreover, the mechanical behaviours of joints were evaluated by carrying out single cutting tests on single junctions. According to the attained results, they clarified the main collapse modalities identified and the effect of process parameters on the mechanical behaviour of junctions. According to the results achieved, it was highlighted that an adequate pre-heating ranges from 55 to 130°C, conferring the sufficient plasticity to the polymer for a good welding and pre-heating times are around 2 s.



{kind=link}