
Treating different materials is not simple, when also high productivity and absolute surface quality must be granted. Saronni has succeeded in winning a new challenge, confirming its competitiveness and developing a new line intended for the automotive industry; performing but, at the same time, able to manage perfectly thickness and planarity of even big-size plates.
Steel and aluminium show different intrinsic characteristics from many points of view, with not comparable resistance to some stresses. It can however happen that it is necessary “to treat” them without any substantial process difference. As it happened to Saronni at Borgo Ticino (NO), involved in the development of a blanking line where, due to operational requirements, the above mentioned materials must be treated in the most possible rapid and efficient way. «With an additional criticality – notices the sale manager Roberto Crespi – that’s to say that aluminium must reach the process end and be used also with final aesthetical functionality, that’s to say with excellent surface quality, without any type of imperfection». Requirement of the buyer, outstanding automotive manufacturer of North Europe, is in fact to send variable thickness sheets (of steel or aluminium) to the forming departments to implement bodywork parts with both structural and aesthetical value.

Functional and process requisites
The blanking line is composed by a feeding line, a press and a stacking system entrusted with the sheet stacking and the successive distribution to the various forming presses installed in the factory. «Other peculiarity – adds Crespi – besides the fact of having to manage the said materials, is the 2,150 mm width against the more traditional 2,000 mm; without forgetting the problems concerning the minor mechanical resistance of aluminium and the oxide release that can generate criticalities on the straightener rolls. Also for these reasons, in some parts the line is doubled: double boxes of the flattener, double feeders of the press, as many pinch-rolls. In other words, where you have more contact between plant and material, the process elements have been doubled». The requested performance, functional and quality requisites of the final product are precise and definite: automatic set-up for the machining shift from steel and aluminium and vice versa, quality and surface compliance of both materials, without scratches and/or shades; planarity tolerance on pitches that can reach 4,500 mm; attainable outputs that can satisfy an average of 80 strokes/min, with the limit of 20 strokes/min (2,150 x 4,500 mm sheets); feeder speed of 200 m/min. «The workable thicknesses – adds Crespi – vary from 0.5 to 3 mm, with steel ranges included between 0.5 and 2.5 mm, while we pass from 0.8 to 3 mm for aluminium».

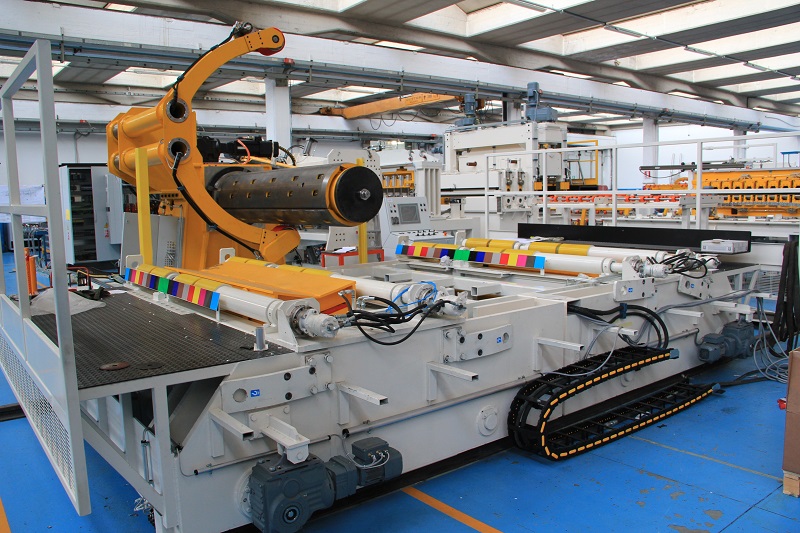
Coil preparation in hidden time
Let’s see more in detail the line (developed and sized to house coils with maximum weight of 30 t, in widths, as already stated, up to 2,150 mm) and the main component parts. Starting from the coil preparation station, with two posts, where it is possible to remove their straps (one at a time) in hidden time. The following operation is carried out by the decoiler equipped with two pressing arms (able to manage high-strength steels with 800 N/mm2 yield) that, while the press is completing the machining of the previous coil end, facilitates the introduction and the facing of the new one. This minimizing idle times in favour of higher productivity. «The decoiler itself – adds Mr Emanuele Cao, project manager in Saronni – just for the peculiarity of the materials to be processed, has been equipped with automated devices to facilitate the insertion of the coil head into the pinch-rolls installed before the facing shears». In the coil preparation station it is also present an assisted system that grants the automatic centring in height of the coil on the spindle axis, system that frees the operator from whatever handling activity of loading/unloading in favour, once more, of the highest productivity. The successive heading shears is equipped not only with a system for the transport of the residual cut pieces in an apposite box but also with a device for the automatic regulation of the blade backlash. The latter can avoid the standard setup intervention that would be requested by the thickness variation, automatically acting according to the set parameters; this in order to assure a neat and clean cut, without burrs, in line with the requisites of final product quality requested. «Between the facing shears and the flattener entry – further explains Cao – we have prearranged the mechanical and electrical interface for the possible future introduction of a brushing machine having the task of cleaning the processed materials with an even higher degree».

From flattening to the “contactless” metric wheel
In successive position, the line provides for a flattener, equipped with double boxes with automatic change and roll cleaning device. «The cleaning system – specifies Cao – mounted on the same flattener, can take place automatically thanks to a felt device. The latter enter among the rolls and exercise their action in a cycle inferior to 6 minutes». The flattener is then followed by the prearrangement for a lubricant that the buyer has requested to manage the successive forming phase. «The loop management – specifies Cao – provides for an in-process control with laser, with platforms that are raised or lowered according to the machining phase, then acting as side containment of the coil or as a bridge». In this application they are not standard platforms but executions equipped with many neoprene wheels protecting the machined material. Afterwards two different devices are positioned: one entrusted with the identification of the bead; another, of laser type, for the control of the feed speed. «The latter represents an interesting novelty – underlines Cao – that replaces the use of the standard metric wheel. Solution, the latter, that in virtue of the direct contact with the coil, can generate aesthetical problems, especially in cases of high speeds. The new system adopted, a laser detector, represents then a “contactless metric wheel” able to grant, with one-tenth accuracy, the length of the feeding pitch». Innovation that assures in absolute the material respect and the correctness of the supplied datum.

Feeder and micro-feeder
The successive position is reserved to the feeder, double, as already mentioned, suitable for serving steel and aluminium in its double version. It is a special high-speed feeder, with rollers and counter-rollers with 254 mm of diameter, whose task is to grant the perfect adherence of the coil. This to prevent and to avoid the edge lamination and, at the same time, the coil slipping. «The rollers of the two feeders – ends Cao – are purposely coated in dedicated manner for aluminium and steel. In the first case the coating, a particular polymer, has been studied in co-design to grant the maximum grip according to the effective properties of the aluminium to be fed. More traditional is instead the coating used for the steel rollers, that’s to say Topocrom, the best that the technology can offer today». The last step of the line is finally reserved to the micro-feeder, that’s to say a device that Saronni has provided to push the end of the coil as close as possible to the dies, granting the best use of the material while drastically reducing the machining rejects. Solution once more adopted in favour of the highest process efficiency, to satisfy the rigid requisites of productivity and of changeover expressed by the buyer.
More and more protagonists in the sector in the sheet metal forming and working from coil
Projected towards 65 years of activity, Saronni has always pursued the target of satisfying customers, often anticipating their needs with innovative solutions, ready to solve their more and more complex productive problems. With over 3,800 lines installed worldwide and a turnover almost reaching 9 million Euros (5% of which invested in research and innovation), the company avails itself of the contribution of about 50 people. Among them also a R&D staff composed by technical designers committed to the design of mechanical and hydraulic parts, as well as of the management software of all machines, which are afterwards implemented and assembled completely in-house. A choice that allows directly controlling the whole productive process and granting wide-ranging quality and efficiency. With the added value of relying also today on a project management able to manage job orders of considerable importance, like the one treated in this article: from the initial job launch to the all various steps that provide for the contact with several players taking part in the job order, up to the installation and the final start-up of the plant.



{kind=link}