Listening to an industrial process can reveal a lot of information. Until now acoustic detectors have not been extensively established in process control, one reason being their limited frequency bandwidth but a novel laser based acoustic sensor opens new possibilities in industrial acoustic process monitoring.
In order to achieve a cost-effective high-quality production process, automation with minimal down time is required. Manufacturing close to process tolerances can drastically increase yield, but usually requires a close watch on the production quality. Process monitoring is of particular importance when a small change in process parameters can signify a considerable loss of quality. This is true for many productions process but especially for laser material processing such as welding, dicing or additive manufacturing. Laser process can be monitored using photodiodes, cameras, spectrometers, pyrometers or charge sensor. An alternative method to characterize and monitor and industrial process in general is to measure its sound and ultrasound emission; this research wants to explain how it is possible for laser material process too.
Talking about industrial process in general they can be monitored and measured with two types of acoustic sensors:
- Contacting acoustic sensors
- Non contacting acoustic sensors
The first class of acoustic sensors works well for many applications but always require a physical contact with the workpiece and, in automated process, is often not possible. In contrast, Non contacting acoustic systems use airborne sound and ultrasound process emissions; when in this process are employed conventional capacitive microphones, they struggle with interference from surrounding industrial noise due to the narrow measuring range of microphones, typically limited to a 100 kHz bandwidth. Pizoelectric transducer instead can be influenced by electromagnetic interference.
The solution would be an air- coupled, and non-contact, acoustic transducers, which is not susceptible to loud background noise.
This acoustic transducers should have some attribute:
- In-line process monitoring without disturbing
- Easy implementation on existing plants
- Statistical robustness of the measurements not influenced by other noise
- Resistance to dust, dirt and fluids
- Low cross-sensitivity
A lean amount of data in order to reduce the complexity of control software
Optical microphone senses ultra-sound process emission
The principle of the optical microphone is to directly assess changes in the density of the optical medium. The core of the microphone’s structure consists of a Fabry-Pèrot cavity: an optical interferometer made of two semi-transmissive mirrors, positioned ad a distance matching a multiple of the laser’s half wavelenght. This leads to constructive interference of the transmitted laser beam. Small changes in the density of the optical medium causes changes in the optical index of refraction and, therefore, in the laser’s propagation speed and its wavelength. Thus the distance between two mirrors will not satisfy the conditions for constructive interference anymore, resulting in a change in the transmitted laser intensity. This is measured by photodiode. The use of this multipass interferometer enables both the high sensitivity and the small size of the optical microphone. If used in acoustic process monitoring, the system consists of two main components:
- The acoustic detection system (including the all-optical sens head and the driver unit comprising laser and detector)
- The analog to digital converter (including a high-speed acquisitions, the software and the data management system)
When listening to an industrial process emissions, the detection of high ultra sound beyond 100kHz becomes crucial for four important reason:
- Significant process information is hidden in the very high ultrasonic frequencies.
- The space beyond 100 kHz is usually comparatively quiet by disturbing background noise
- The adsorption for high ultrasound frequency in air is substantial and amounts to approx. 15 dB per 10 cm in air, at 1MHz. So simple spatial isolation of machinery can be used rather than acoustic insulation.
- Reverberation time that up to 100 kHz is impossible to be shorter than 10 ms expect in perfect free field conditions, which is never the case in industrial environments with many acoustically reflective surfaces.
The physical principle of the optical microphones leads to exceptional properties compared to a capacitive microphones or a pizoelectric transducer; without any moving or deformable mechanical parts there is no limitation induced by the resonance properties of a mass-spring system. This result in a wide acoustic detection bandwidth of the optical microphone spanning from 5Hz to 1 MHz in air and up to 25 MHz in liquids. In addiction strong electomagnetic radiation cannot influence the detection signal (because the sensor head is all-optical).
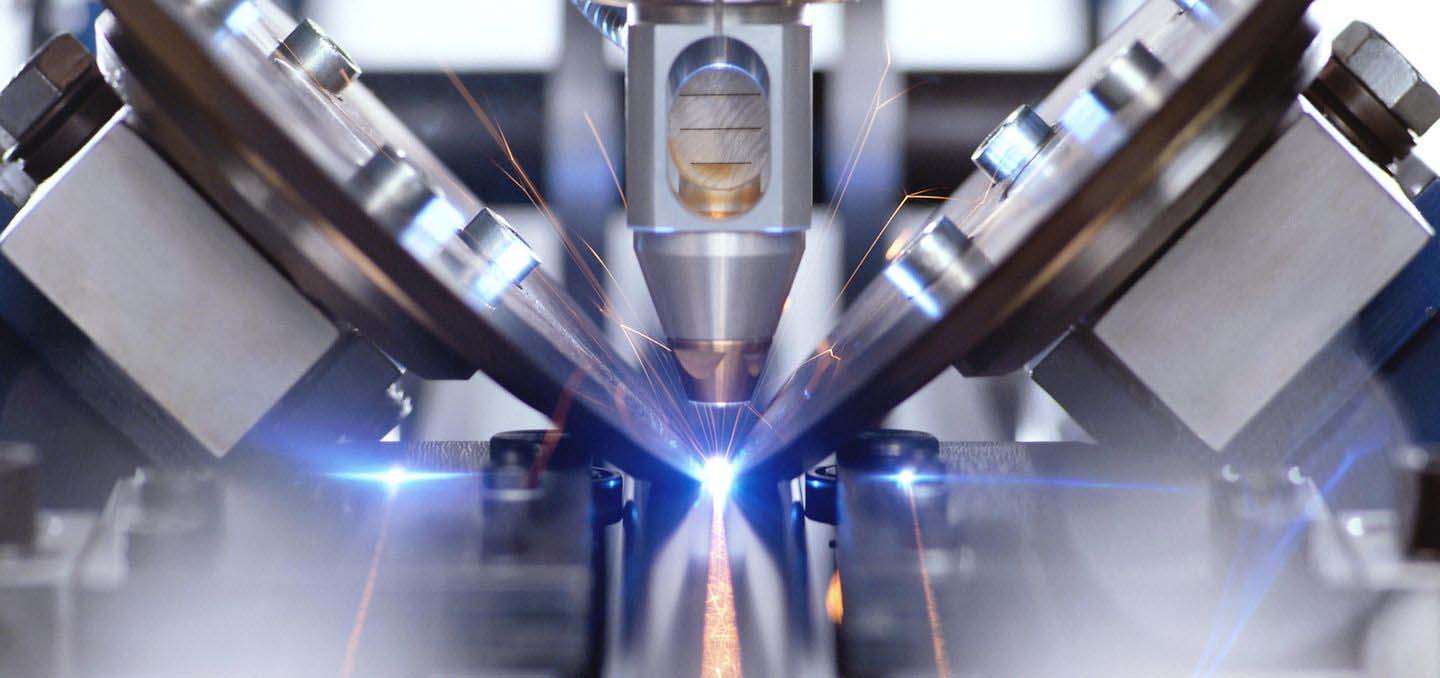
Application of optical microphone in sheet metal laser welding
The optical microphone has been successfully tested in a number of process control settings and specifically for various laser manufacturing process such as dicing, additive manufacturing and welding. The conducted tests has shown promising results in particular in sheet metal laser welding process. In this operation the optical microphone records the acoustic signal, and a real time data acquisition system process the data stream and performs a shot-time Fourier transform of recorded signal segments to construct a spectogram. It reveals a common situation during laser welding: in the audio-acoustic range and for ultrasound frequencies below 200 kHz, the most prominent feature is the acoustic emission from the crossjet, a strong air blast that protects the welding optics. While the laser welding process does contribute a signal in this frequency range, its spectrum extends up to 800 kHz. The optical microphone can target these high-frequency emissions for process monitoring. This is in contrast to acoustic monitoring of the lower-frequency regime, where the superposition of the signal with crossjet noise makes it hard to extract the details of the process information. It’s also possible demonstrates the correlation between process parameters and acoustic emission. During the depicted process, the welding penetration depth has been varied. The signal amplitude recorded with the optical microphone is proportional to the penetration depth, featuring a saw-toothshaped time dependence, which reproduces the chosen modulation of the welding laser power. In an in-line setting, this data can be used to implement feedback and regulate process parameters in real time.



{kind=link}