CMV is a French industrial Group that includes MBF Aluminium, specialist in the die-casting, machining and assembling of aluminium parts, and MT Technology, reference company in the micro-casting with urea moulds. Giampiero Colla manages this Group and is President of the control holding, with a global turnover that reaches 33 million Euros. MT Technology, controlled by Giampiero Colla since 2008, carries out its activity in the French factory headquartered at St-Michel De Maurienne, in Savoy, developing prototypes and producing high-quality cast components for the automotive industry using any steel type, according to specific requirements. More in detail, an average of 11 million pieces produced yearly (with peaks of around 60-70% made with noble alloys) thanks to the precious contribution of 165 workers, 10% of them entrusted with Research & Development tasks. The gained experience and know-how allow directly translating projects into castings, according to precise specifications referred to designs, 3D digital models or prototypes.
Quality and productivity at the service of aluminium
MBF Aluminium (it joined CMV Group in 2012) is acknowledged as one of the primary specialized European enterprises operating in the ambits of volume- die casting, mechanical machining and assembling of aluminium parts, up to unitary weighs that can reach even 10 kg. The company employs 260 people in its two plants at Plan d’Acier and Etables, about 60 km far from Geneva, to the South of Lyon, achieving an average production of 4 million pieces/year. Like in MT, also in MBF Aluminium the Research & Development department intervenes in the early phases of the pre–project and takes care of the quality, of the filling simulation, of the CAD design, up to the industrialization and the production. Besides, as important are its reference partners, which also in this case involve the major players of the automotive sector. Concerning this, last June the company was awarded with the PSA Peugeot Citroën supplier prize in the Best Plant category. It dates back instead to last July the delivery, still by PSA, of a new certification, that is to say the Quality System Basics Plus (QSB+) that will allow MBF to work with General Motor, too. It is worth noticing that, besides the ISO/TS 16949 certification, the company is also ISO 14001-certified, witnessing the commitment to the environment protection and control.
From design to casting with urea moulds
The micro-casting, that is to say the precision foundry, is generally carried out with the lost wax technology. It is in fact implemented a wax pattern that represents the finished pattern, in all of its sizes. In short, once manufactured the pattern, the process precisely provides for the wax injection into the chill, thus preparing several patterns then joined in a “tree” by means of gates, then immersed into a ceramic mixture, to be then coated by a shell of refractory powder material. This operation is repeated several times up to the achievement of a “carapace” with suitable thickness for bearing the heat and the pressure of the melted metal. Moulds, after the wax disposal, are treated in high-temperature furnaces to achieve the correct sturdiness for casting. Once accomplished the metal cooling, they proceed to the elimination/destruction of the ceramic shell, thus obtaining the final piece. The technology adopted by MT Technology, unique in Europe, makes instead use of urea, a plastic material that is not very expensive, can be easily moulded and is totally recyclable. Peculiarities that allow attaining a more precise piece in the pattern image, which in some zones will not probably need further finishing machining. The final result of the piece is the same but some details make the difference, that is to say shorter cycle-times, minor finishing machining, outstanding productive potentialities. The capability of making the process really attractive and advantageous from the piece engineering point of view gives higher added value to all that.



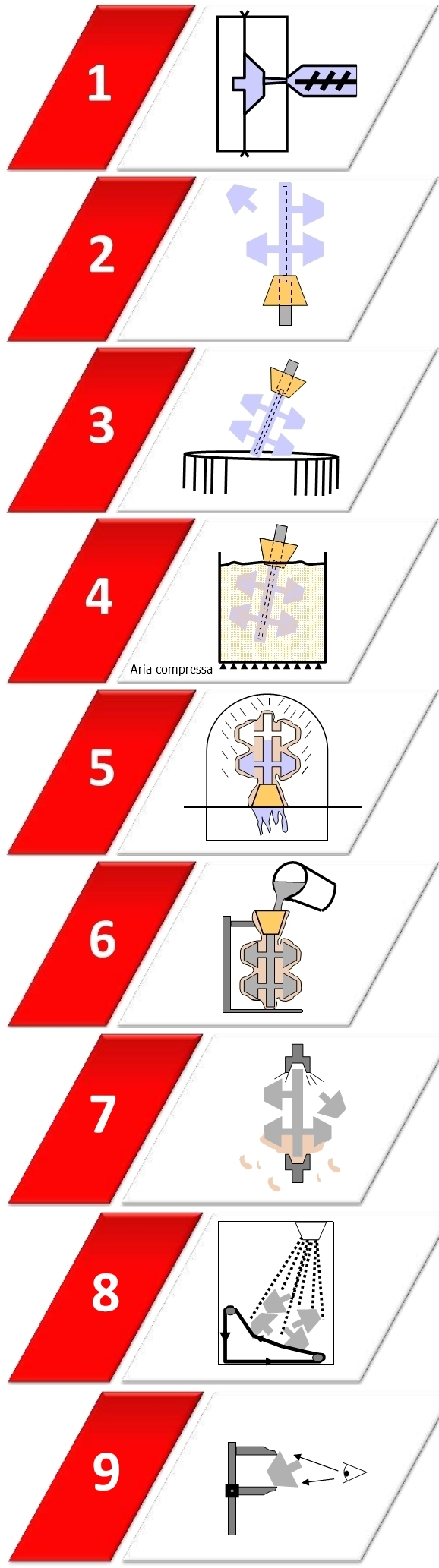 Scheme of the micro-casting process with urea moulds:
Scheme of the micro-casting process with urea moulds:
(1) the urea is injected into the mould
(2); patterns are grouped in a tree
(3) the same patterns are immersed into a ceramic mixture and
(4) coated by a refractory sand bath (operation repeated several times)
(5) as soon as the shell has solidified and dried, the urea is removed in autoclave (steam chamber)
(6) the melted metal is cast into the shells initially pre-heated
(7) after the metal cooling they proceed to the elimination of the ceramic shell
(8) the separated pieces can be
(9) 100% inspected and measured.



{kind=link}