Next to tool and component construction, the casting segment is the third largest pillar of the international firm of Grunewald company, which employs 240 staff at six sites worldwide. Grunewald is one of Europe‘s leading manufacturers of thin-walled aluminum structural parts for the automobile sector, the semiconductor industry and machinery construction, possessing excellent know-how in prototype and small series production for the different industries. Owing to new and increasingly varied customer demands and rising cost pressure, the foundry was expanded to a total 2800 m2 in 2013. This was an important step toward safeguarding the future and enabled the company to concentrate and restructure the whole production at one site. 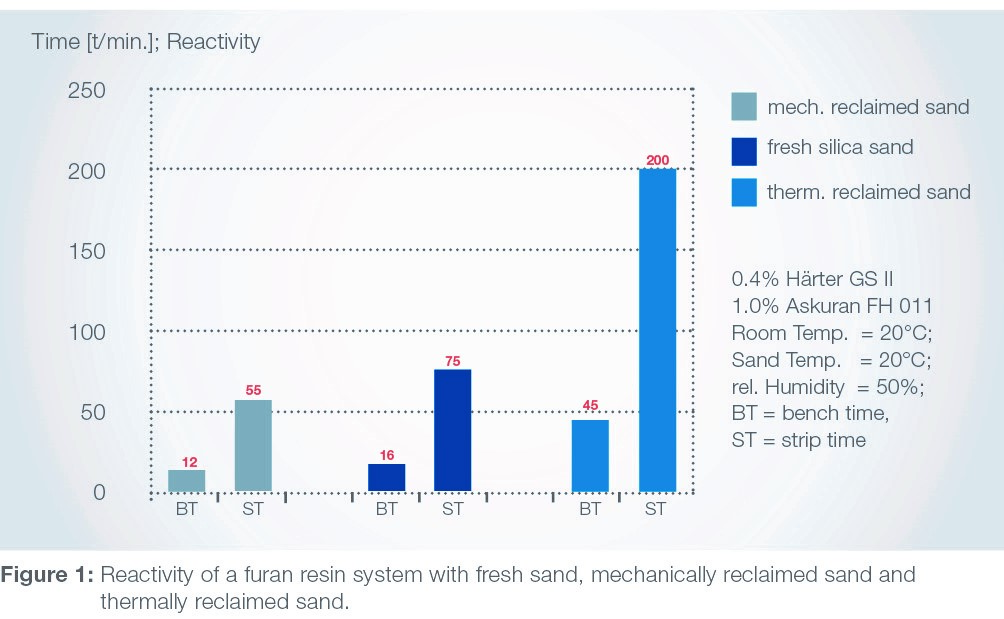 Already in the early stages, work was carried out in conjunction with ASK Chemicals on changing the binder system in order to achieve further optimization in terms of processing and costs, such as improvement in the casting quality and greater productivity in mold making. The furan resin system used hitherto was, first of all, unable to satisfy the demands for an improved casting surface with simultaneously improved productivity. Likewise, the reclamation of used furan sand is subject to certain limitations: a thermally reclaimed mold material produced by an acid-hardening process has a high proportion of metal oxides. These metal oxides slow down the acid-catalyzed hardening reactions on the reclaimed material (see Figure 1).
Already in the early stages, work was carried out in conjunction with ASK Chemicals on changing the binder system in order to achieve further optimization in terms of processing and costs, such as improvement in the casting quality and greater productivity in mold making. The furan resin system used hitherto was, first of all, unable to satisfy the demands for an improved casting surface with simultaneously improved productivity. Likewise, the reclamation of used furan sand is subject to certain limitations: a thermally reclaimed mold material produced by an acid-hardening process has a high proportion of metal oxides. These metal oxides slow down the acid-catalyzed hardening reactions on the reclaimed material (see Figure 1).
The use of a thermally reclaimed mold material compared to fresh sand and mechanically reclaimed sand prolongs the strip time almost threefold. To bring reactivity (the strip time) to the level of mechanically reclaimed sand, it is necessary to increase the acid catalyst amount by approx. 30%. An increase of the acid catalyst, however, leads to a considerable increase in SO2 emissions and also comes along with a deterioration of the casting quality.
Thermal sand reclamation was not planned initially, but after extensive analysis it offered the advantage of a higher quality of reclaimed material and, due to the increased proportion of reclaimed sand, an almost 15% reduction in the waste sand requiring disposal. Due to its many outstanding advantages, the polyurethane no bake system, so-called Pep Set system, was a potential alternative system for Grunewald. PEP SET binders are based on a polyaddition reaction between a phenolic resin (polyol component) and an isocyanate component. PEP SET involves a 3-component system consisting of a binder (Part 1), a hardener (Part 2) and a liquid catalyst. Hardening occurs without the formation of elimination and by-products such as water or formaldehyde (see Figure 2).
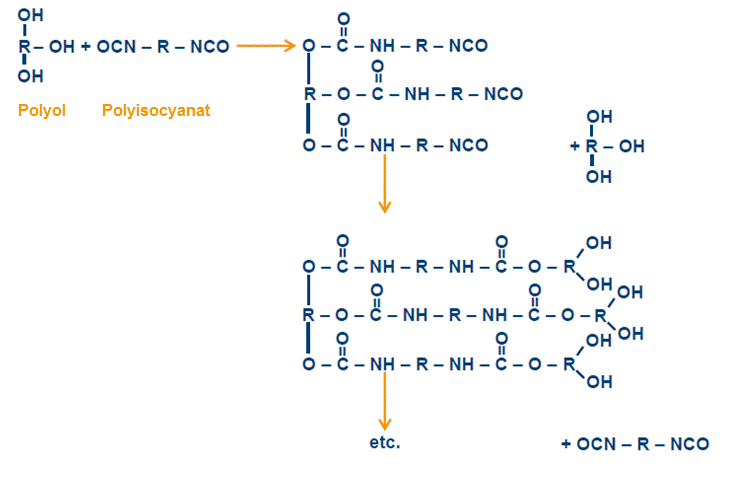 Figure 2: Curing reaction of a PEP SET system.
Figure 2: Curing reaction of a PEP SET system.
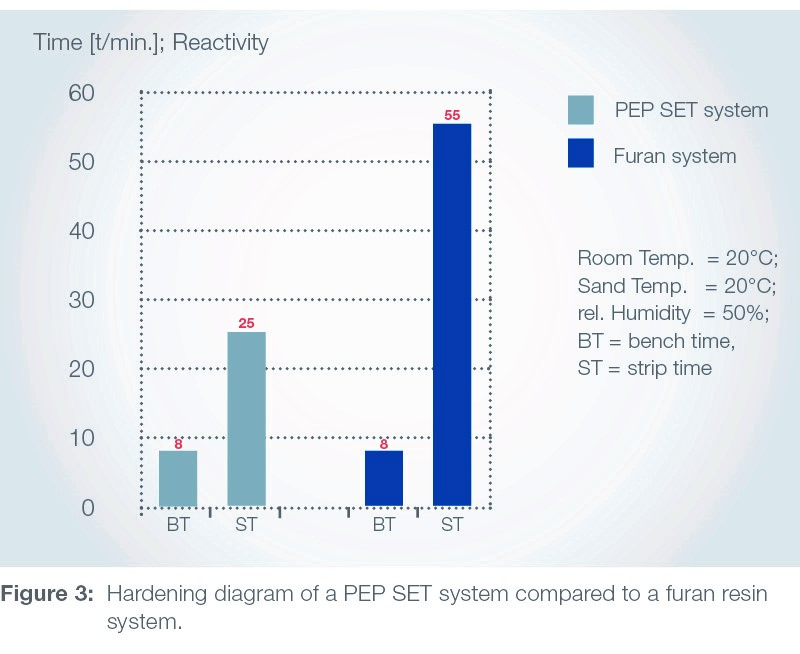
The PEP SET system is characterized by a relatively long processing time with simultaneously very rapid curing (see Figure 3) and thus guarantees maximum productivity thanks to very fast cycle times.
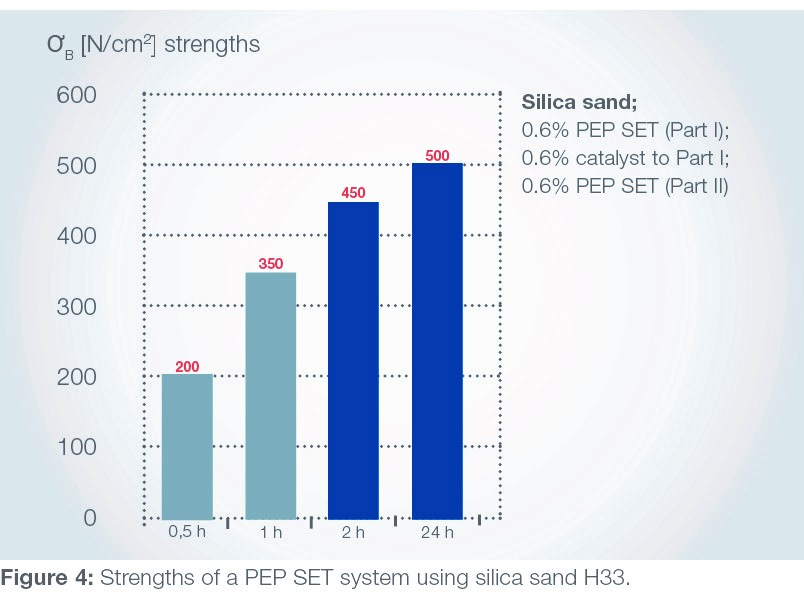
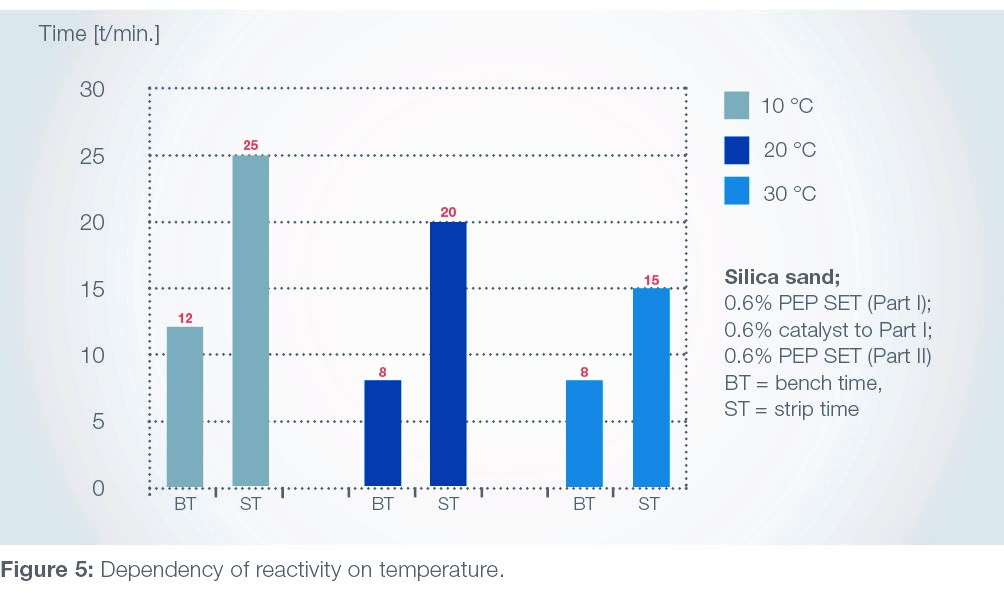
The strengths are at a very high level (Figure 4), enabling the addition of binder to be significantly reduced, which in turn reduces emissions of the contaminants during molding and casting. The standard addition of a PEP SET system is very often below 0.6% per part. The curing speed is only negligibly dependent on the ambient temperature and/or sand temperature (Figure 5) and can be controlled, almost as preferred, with the quantity and/or quality of catalyst (catalyst amount specific to Part 1: 0.5 – 5.0%).
Another important aspect for Grunewald was that the binder system doesn´t interact chemically with their polystyrene models (Figure 6). To fulfil these needs solvent combinations and manufacturing processes for Part 1 as well as for Part 2 have been optimized.

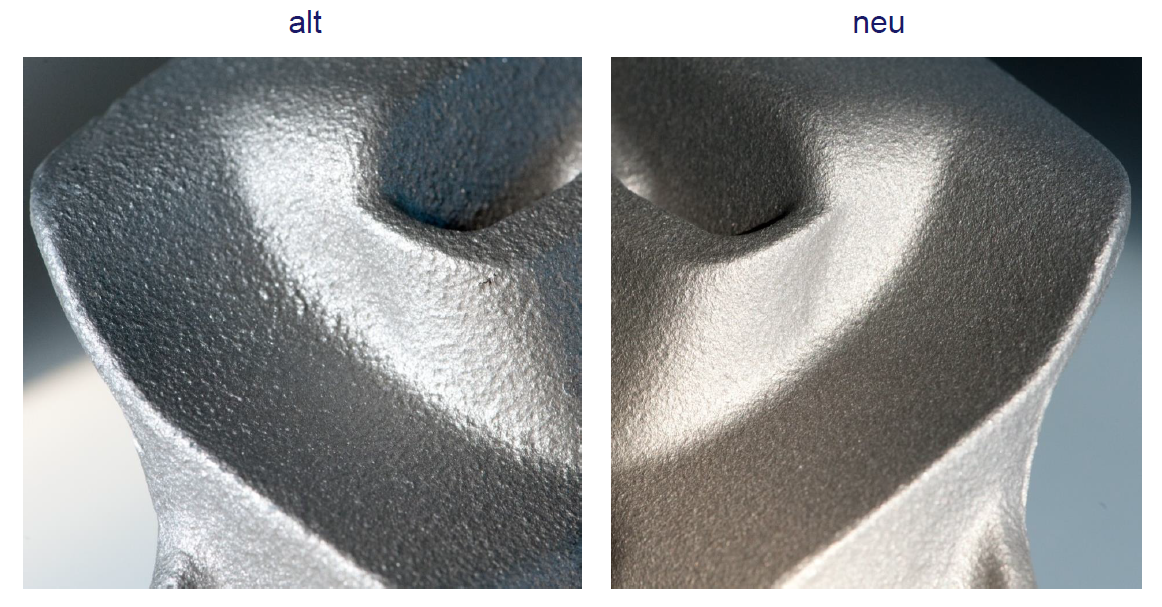
In close collaboration, an innovative PEP SET system was developed, which can be applied directly to polystyrene models in aluminum casting without coating. PEP SET 10 Part 1, PEP SET 20 Part 2 and Catalyst 3595/20 have since been successfully used for the series production of molds with thermally reclaimed sand. The castings are now created with such excellent surfaces that the amount of reworking, especially in deep pockets and cavities, has decreased significantly (Figure 7).
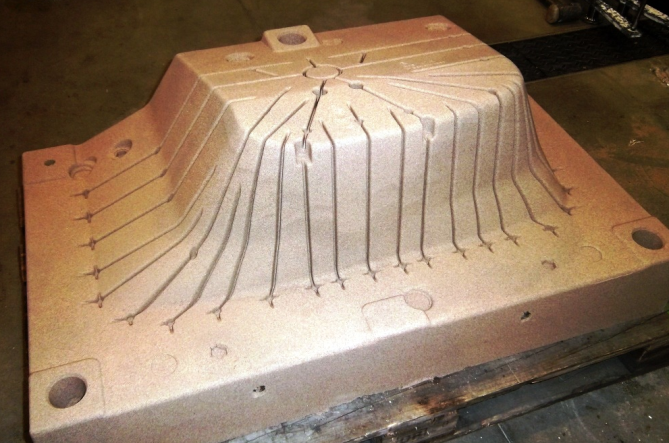
Owing to the optimally adjusted ratio of processing work time to strip time, accompanied by very high final strengths, it has been possible to increase the cycle time in the mold shop considerably. The excellent flowability of the PEP SET mold sand enables even the finest model contours to be formed with maximum precision. Due to this the need for proper models as well as for high qualities in mold and tool making processes even has increased enormously.
The sand strengths also attain high values with the thermally reclaimed material. Despite the sometimes complex geometries, it is possible with the new system to work with a minimum binder and catalyst amounts. The thermal reclamation of the used sand proceeds in a very stable way (Figure 9) and facilitates both resource-efficient and cost-saving work. 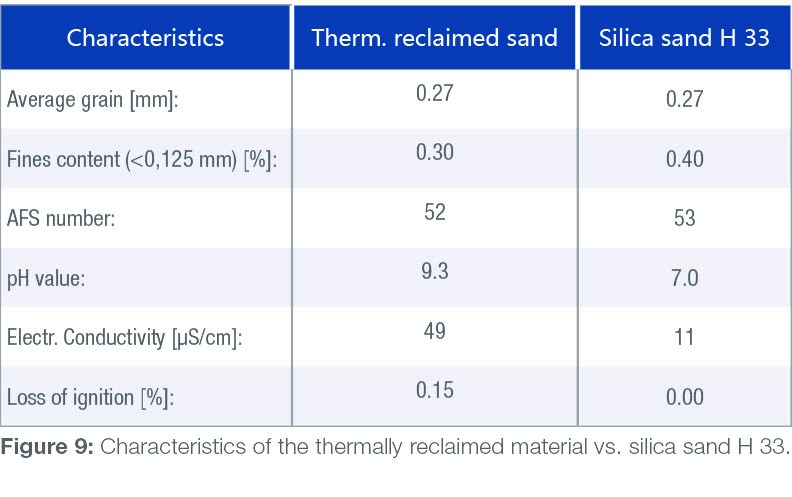
Thanks to the efficient collaboration of Grunewald and ASK Chemicals, an innovative PEP SET system has been developed, and both productivity and casting quality have increased considerably. At the same time, due to the thermal reclamation of the used sand and the possibility of binder and catalyst reduction, not only cost savings are made but also the health of staff and the environment are protected in the course of lower SO2 emissions.



{kind=link}