Vision systems represent one of the most interesting and promising technological frontiers. Thanks to them, in fact, robots and machine tools can control and take decisions about their movements.
Michele Rossi

The new multi-participatory project AMICO, conceived in the ambit of the Turin Pole MESAP (Mechatronics and Systems for Advanced Production) was born in a distant time. More precisely in the Eighties, with the space mission Hipparcos by ESA, European Space Agency, and its protagonist is “EICAS Automazione” with the development of the first determination of a satellite attitude with the only use of stellar measures. In the 2000s EICAS itself develops powerful multi-camera systems based on the use of the cutting-edge digital CMOS technology for the attitude determination of spacecrafts; in 2005 still the same company undertakes the transfer of the developed technology to terrestrial applications. The faced problem was the determination of the “pose” (position and attitude, 6 degrees of freedom) of a mobile body through a system of fixed cameras, which frame the scene in which the body (or bodies) moves.
Operation, testing and development
From the conceptual point of view, in the EICAS solution, cameras observe a metrological sample having a better precision than that to be achieved; they memorize it and then they observe the object to be measured, supplying its measure for comparison. The storing allows the measuring system to self-determine the pose of each camera as to the metrological sample observed and to self-calibrate the nominal model and the correction model of the optical aberrations of each camera. The comparison is the measuring carried out with the standard applicable procedure until a calibration deterioration occurs.
The methodological approach and the related operation principle are based on the use of several cameras (all at low cost). They observe from different angles the working range where are moving the objects of which the pose has to be determined as to a reference system defined in the same working range.
The testing performed at COMAU (ARFLEX project) has demonstrated the possibility of measuring the pose of the tool hold by a robot with the precision (referred to the operation tip) of 0.1 mm, using cameras arranged at the distance of 3-4 metres from the working area of the robot. After ARFLEX the research was oriented towards “plug&play” solutions, based on the use of low cost cameras, which are self-calibrated during their standard functioning. It was so conceived the AMICO project, which has devised and developed a suitable multi-camera optical measuring system for the monitoring and the smart-flexible control of the operational working range of industrial robots, machine tools and production processes.
The system allows the contactless measuring of position and attitude of mobile bodies and it has been devised with the target of achieving: attitude to operate in industrial environment supported by the self-adaptability of the system to variable environmental operation conditions; high reliability; use of low-cost cameras supported by self-calibration procedures; “plug&play” functions; 100 Hz sampling frequency; high measuring accuracy in the order of 0.01 % FS.
Smart cameras
The partner ACTUA has developed a set (3- 5 units) of smart cameras, operating in the IR and at low cost, inter-connectable with the central processor also wireless through a protocol based on WiFi technology developed by ISMB (Mario Boella Institute).
The prototype system, tested in pilot applications, can reach the 0.01% FS precision (corresponding to the size of the field of view shared by all cameras) with resolutions in the order of the fractions of the measuring precision. Inside the central processor it is executed the “data fusion”, based on algorithms and related software developed by EICAS.
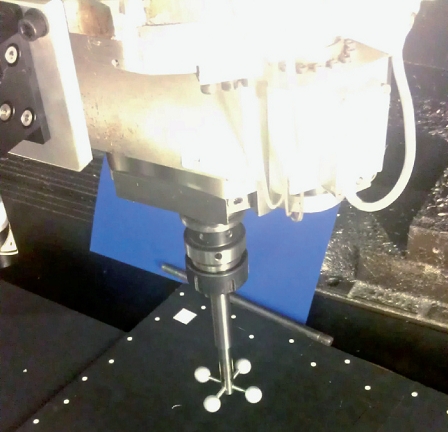
To perform “on the spot” the self-calibration and to achieve a certification of the measuring precision with which the multi-camera system operates, INRIM (National Institute of Metrological Research) has developed two different types of measuring samples equipped with marker. The first is dedicated to the self-calibration of multi-camera systems developed for machine tools; the second to applications in which a local metrology is not available. Since the machine tool already relies on on-board metrology (represented by the motion of its axes, of higher class than the multi-camera system), the question is then to allow the system to use the axis system, by means of an item carried by the spindle and visible to cameras.

Stock measuring
To measure the initial stock of a rough casting piece to be finished, numerous idle passes are generally used to approach the piece, to avoid breaking the tool. FIDIA machine tool has been equipped with 4 cameras mounted inside the protection casing of the machine. The central processor of the system has been interfaced with the machine tool controller, to avoid the exchange of synchronized messages. The INRIM sample is a sort of tool, interchangeable with the usual tools used by the machine and tightened in the spindle. To execute the self-calibration, they have prearranged a motion programme of the machine spindle with spatial grid, to cover the whole machining volume. While the programme is under execution, each camera detects the position of the photo centres of the spheres in the image plane, in its reference system. The central controller receives from each camera the respective coordinates, from the machine tool the coordinates of the sample position, in the machine reference system; composing these information the self-calibration is carried out to determine the poses of all cameras in the machine reference system. The piece is sampled by projecting a regular grid of 11×11 = 121 light points through a laser pointer in the IR provided with diffraction grating and mounted on the machine spindle.
The multi-camera system can then measure in real time the three coordinates in the machine reference system of each light point on the rough piece surface.



{kind=link}