The objective of the metalworking industry is to produce parts that meet their customers’ specifications and are within the required tolerances. To do so, raw castings are produced and, then, machined and validated. In order to reduce the costs associated with scraps, inspecting the casting dimensions before machining is recommended to ensure that the material is sufficient. Optical metrology instruments, such as portable 3D scanners, provide the metalworking industry with more information and enable inspectors to measure more castings faster.
 Producing castings is an elaborate process in which each stage plays a critical role in the creation of final parts that meet customers’ requirements. Thus, the metalworking industry’s contribution to the manufacturing process is imperative and essential. It must produce raw castings with enough material for the machining process so that the final parts meet inspection standards, and it must achieve this while minimizing inspection time and the production costs associated with rejected parts.vHow can raw castings with potential issues that might not present enough material for the machining process be identified?
Producing castings is an elaborate process in which each stage plays a critical role in the creation of final parts that meet customers’ requirements. Thus, the metalworking industry’s contribution to the manufacturing process is imperative and essential. It must produce raw castings with enough material for the machining process so that the final parts meet inspection standards, and it must achieve this while minimizing inspection time and the production costs associated with rejected parts.vHow can raw castings with potential issues that might not present enough material for the machining process be identified?
How can entire surface profiles — not just discrete points — be checked to ensure that the parts fit within the required tolerances?
How can the needed information to mark the castings as pass or fail be obtained before investing more time and money in them?
This article aims to illustrate the different challenges that the metalworking industry faces in machining castings, to highlight how optical metrology allows for more castings to be inspected before and after machining, and, finally, to describe how inspection time can be shortened and production costs associated with scraps can be reduced. The objective is, of course, to produce parts of better quality.
Challenges
Producing parts involves machining raw castings. Yet, only the surfaces of the castings with important mechanical functions require machining. To optimize machining and ensure better quality, these surfaces must have enough material; otherwise, mechanical contacts might be defective, and tolerances might not be met. Therefore, the manufacturing industry recognizes the benefits of inspecting castings before and after machining. Before machining to measure dimensions and validate if the material quantity is sufficient on specific surfaces. After machining to get an overall view of the entire casting and inspect the complete surface. The objective is, of course, to produce parts that meet the required tolerances. Nevertheless, some manufacturers go as far as inspecting the mold to produce better raw castings. Is having a nominal mold, built according to the computer-aided design (CAD) file, not a prerequisite for obtaining a nominal final part? Unfortunately, no. Multiple unpredictable phenomena, such as shrinkage, come into play when producing castings. Because metal fusion is a complex phenomenon, the manufacturing process does not follow a linear and repeatable path from the mold to the final part.
Clients ask for perfect parts — according to specifications and within tolerances — not for perfect molds. Therefore, it is always preferable to first inspect the parts (not the molds) and, then, to make changes backward on the die if specifications are not met. Controlling the quality of all of the stations of the manufacturing process is an ambitious project. Many unforeseeable phenomena that are difficult to control make it impossible to predict the final result before getting the parts in hand. Machining castings that do not have enough material will result in producing parts that do not meet customers’ requirements. Shipping non-compliant parts to clients in large quantities can result in financial and legal issues. To protect themselves, clients demand quality inspection reports on each part. This is where optical metrology can be of great help to the metalworking industry.
Solution: Optical Metrology
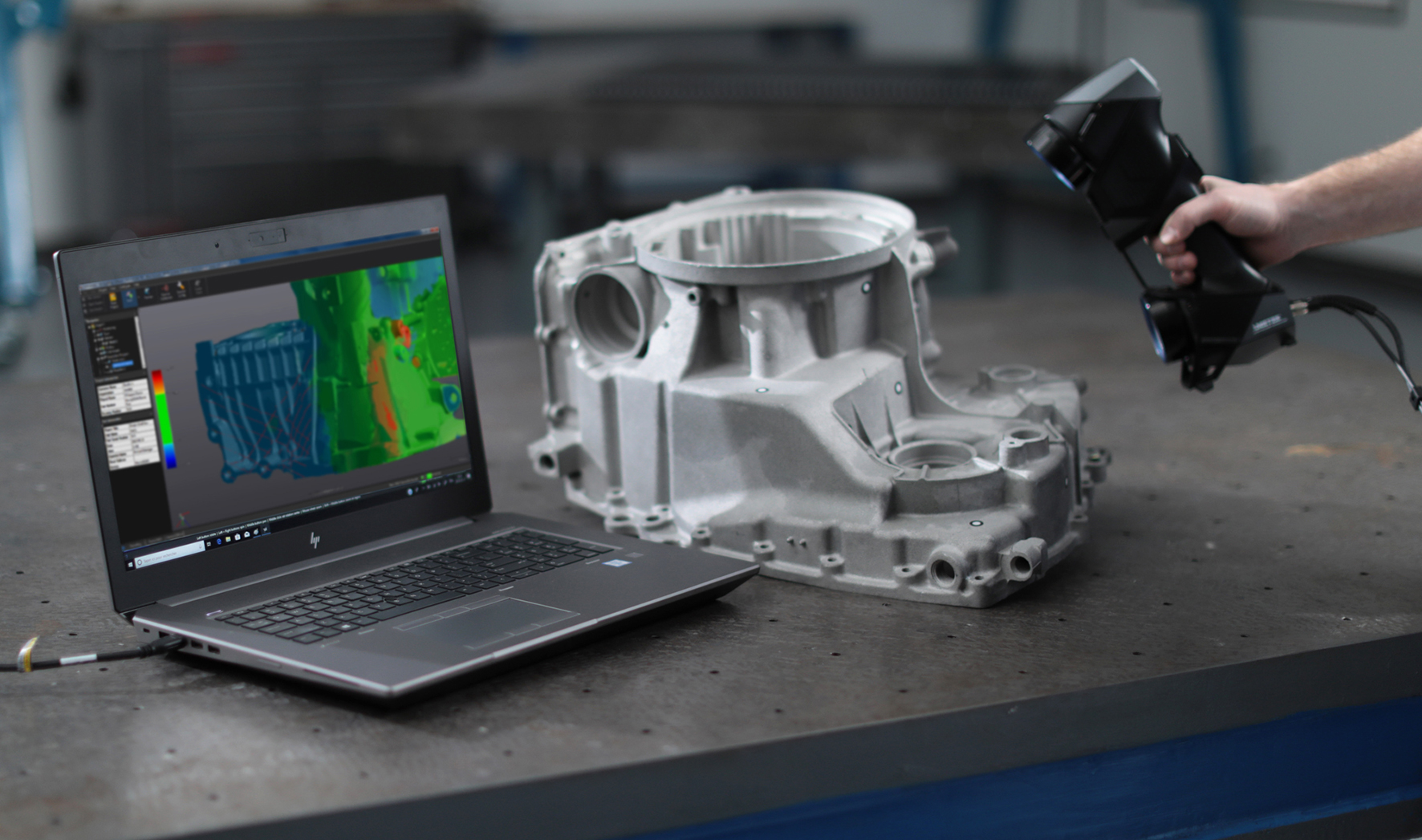
With optical metrology, the metalworking industry gets a portable, easy-to-use, quick, and efficient instrument for measuring, inspecting, and validating castings before and after machining. Portable because the measuring tool can be taken directly to the casting on the shop floor in the production environment. Because of these characteristics, which are specific to portable 3D scanners, castings no longer have to be brought to the coordinate measuring machine (CMM). Precious time is saved, allowing for more inspections. Easy to use because portable 3D scanners offer a digital Go — No Go feature, which enables operators to quickly evaluate dimensional measurements and easily identify parts that do not meet the required tolerances. This way, castings that do not have enough material before machining can be easily identified, as can those that do not meet the required tolerances after machining. Thus, inspectors have the necessary feedback to mark the parts as pass or fail before investing in them further. Quick because optical technology can contribute to reducing inspection time. Due to the instant meshing, inspectors can check the surface acquisition by looking at their laptop computer or tablet screen. Therefore, the validation of dimensional variation is much faster than with traditional measuring instruments, which contributes to freeing up precious CMM time, solving bottleneck issues, and, eventually, avoiding the purchase of a second CMM. Efficient because optical technology enables inspectors to control more castings with more information and without surface preparation. Indeed, unlike touch probing, 3D scanning provides an overall view of the inspected part, not just discrete points. In analyzing the surface profiles, 3D scanners can validate if the material is sufficient to proceed with machining.
Benefits
Parts of Better Quality

Focusing on the part quality, and not on having a nominal mold built according to the CAD file, will accelerate production time. This way, frequent and unpredictable phenomena will be taken into account during the manufacturing process.
Reduced Production Costs
By inspecting castings before and after machining with a portable 3D scanner, the metalworking industry can quickly identify those that do not have enough material, thus limiting the cost associated with their production. Therefore, these castings can be redirected and reworked before investing in them further.
Shortened Inspection Time
With an acquisition rate of 1/2 million points per second, 100% of the surfaces can be inspected within a few seconds. Additionally, the part no longer has to be moved to the metrology lab for inspection. Therefore, inspections made with portable 3D scanners mean being able to inspect more castings faster and with more data while freeing up CMM time that can be used for more critical and valuable tasks such as final inspections.



{kind=link}